
Giken / Zero burr drills
The original Zero Burr drills
Outstanding straightness with no burrs
Significant cost reduction through process reduction
Drills have a structure closer to an end mill than a drill
R-shape reduces and disperses load at the contact point and smoothly releases in the direction of rotation
Eliminates center drilling, while suppresses burrs
Achieves H6 hole accuracy while omitting reaming

Amazing facts!
── Introducing ideas and technologies ──

In normal drilling, the deburring process on the hole exit side is a problem, but the Zero Burr drill is a special drill that eliminates the need for a deburring process because it does not produce burrs on the hole exit side.
Until now, drills had poor hole position accuracy due to poor bite and straightness, requiring two processes: centering and drilling. The Zero Burr Drill has a 3D shape at the tip for biting, a special wave drill section to reduce the cutting process and heat generation during drilling, and a spiral reamer section to clean up the surface roughness of the hole sides. The fine-curved flute section improves chip evacuation, surface roughness, roundness and positioning accuracy, making previously impossible precision drilling possible only with the Zero Burr Drill.
This is the point!
Combine multiple processes into one
Conventional drilling process

Zero Burr one-shot drilling

This is the point!
Outstanding straightness and beautiful surface finish

This is the point!
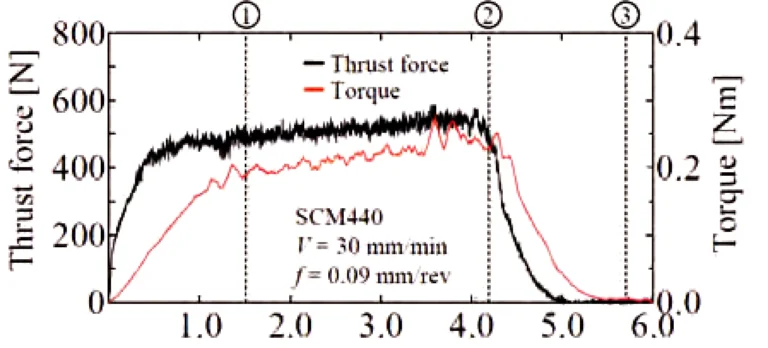
Characteristics in figures
- Low thrust resistance
- Small difference between thrust and torque
- At the time of exit, the main load is the torque (cutting off the edge of the hole).
Product list
For non-ferrous, carbon-fiber and resins
◎ Optimal
○ Acceptable
| Part number | Cutting dia. range | Hole accuracy | Cutting edge count | Non-ferrous ISO N | Thermosetting carbon resin | Thermoplastic carbon resin | Resin | ||||||
| DC [mm] | CEDC | Al wrought | AC cast | Cu alloy | CFRP GFRP | CFRP UD | CFRP + Al | CFRTP | CFRTP + Al | Hard | Soft | ||
| 2xD | |||||||||||||
| GK-ZAST DLC | 1 – 16 | H7 | 2 | ◎ | ◎ | ◎ | ○ | ○ | ○ | ◎ | ◎ | ||
| GK-HAZX-S DLC | 1 – 16 | H7 | 3 | ◎ | ◎ | ◎ | ○ | ○ | ○ | ◎ | ◎ | ||
| 3xD | |||||||||||||
| GK-HAZ DLC | 2 – 12 | H6 | 2 | ◎ | ◎ | ◎ | ○ | ○ | ○ | ◎ | ◎ | ||
| GK-HCZ DLC | 3 – 12 | H6 | 2 | ○ | ○ | ○ | ◎ | ○ | ◎ | ○ | ○ | ○ | ○ |
| GK-HCTZ DLC | 3 – 12 | H6 | 2 | ○ | ○ | ○ | ○ | ○ | ○ | ◎ | ◎ | ○ | ○ |
| 5xD | |||||||||||||
| GK-AXV5D-OH DLC | 2 – 16 | H8 | 2 | ◎ | ◎ | ◎ | ○ | ○ | ○ | ◎ | ◎ | ||
| GK-HAZX DLC | 3 – 16 | H7 | 4 | ◎ | ◎ | ◎ | ○ | ○ | ○ | ◎ | ◎ | ||
| GK-HFBZ | 3 – 16 | H6 | 4 | ◎ | ◎ | ○ | ◎ | ||||||
| 7xD | |||||||||||||
| GK-HAZX-L-OH | 3 – 16 | H7 | 4 | ◎ | ◎ | ◎ | ○ | ○ | ○ | ◎ | ◎ | ||
Product list
For steel, stainless, cast iron and superalloys
◎ Optimal
○ Acceptable
| Part number | Cutting dia. range |
Hole accuracy |
Cutting edge count |
Steel |
Stainless steel ISO M |
Tool steel |
Cast iron ISO K |
Heat resistant superalloys ISO S |
||
| DC [mm] |
CEDC | Structural & carbon steel |
Alloy steel |
Quenched tempered steel <45 HRc |
Austenitic, Ferritic, Martensitic |
JIS SKD, SKS |
Nodular & ductile |
Titanium, Nickel alloys, Inconel |
||
| 2xD | ||||||||||
| GK-ZMST GS7 | 1 – 16 | H7 | 2 | ◎ | ◎ | ○ | ◎ | ○ | ◎ | ○ |
| 3xD | ||||||||||
| GK-HFZX-S GQA | 1 – 16 | H7 | 3 | ◎ | ◎ | ○ | ◎ | |||
| GK-HSTZX-S GQT | 1 – 16 | H7 | 3 | ◎ | ○ | ◎ | ○ | ○ | ◎ | |
| GK-HFZ | 2 – 16 | H6 | 2 | ◎ | ○ | ◎ | ||||
| GK-HSZ GACT | 2 – 16 | H6 | 2 | ◎ | ○ | ◎ | ○ | ○ | ||
| 5xD | ||||||||||
| GK-SXV3D-OH GKT | 2.5 – 16 | H8 | 2 | ◎ | ◎ | ○ | ◎ | |||
| GK-HFZX-OH GQA | 3 – 16 | H7 | 4 | ◎ | ◎ | ○ | ◎ | |||
| GK-HSTZX-OH GQT | 3 – 16 | H7 | 4 | ◎ | ○ | ◎ | ○ | ○ | ◎ | |
Product specification
GK-ZAST


Stub-type zero burr specialising in thin-sheet processing
Overall short design ensures high rigidity and low cost
Ideal for drilling pipe materials
GK-ZAST superior characteristics

GK-ZAST processing examples
| Tool | GK-ZAST |
| Drilling diameter | ø6 mm |
| Drilling depth | 3 mm |
| Work material | A6063 |
| Cutting speed | 80 m/min |
| Feed rate | 0.18 mm/rev |
| Cutting fluid | Water soluble |
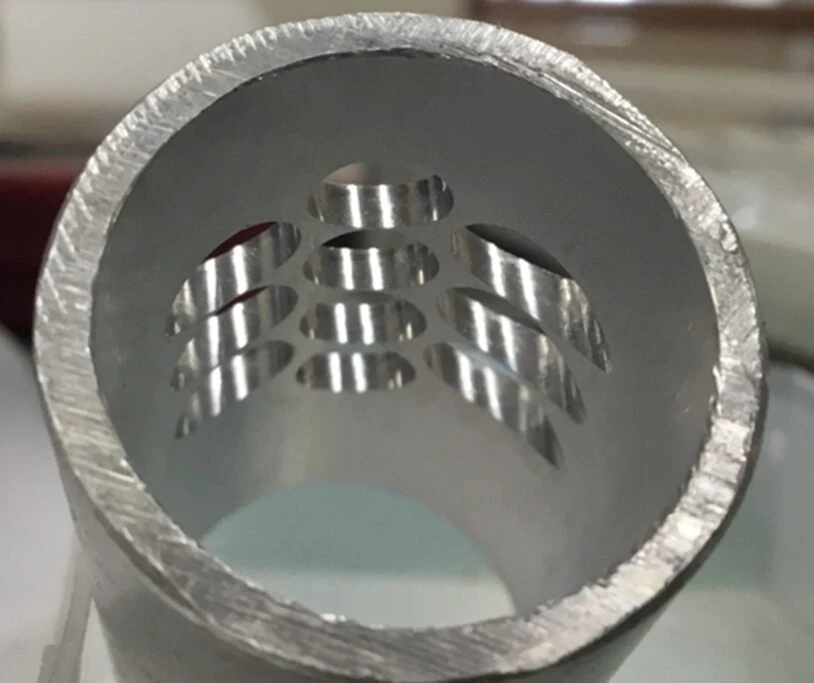
Aluminium pipe processing
the absence of burrs on the inner diameter side of the pipe significantly reduces the need for troublesome secondary processes. Another major advantage is that curved surfaces can be processed without pre-hole.
| Tool | GK-ZAST |
| Drilling diameter | ø6 mm |
| Drilling deptd | 1 mm |
| Work material | Copper |
| Cutting speed | 50 m/min |
| Feed rate | 0.1 mm/rev |
| Cutting fluid | Water soluble |
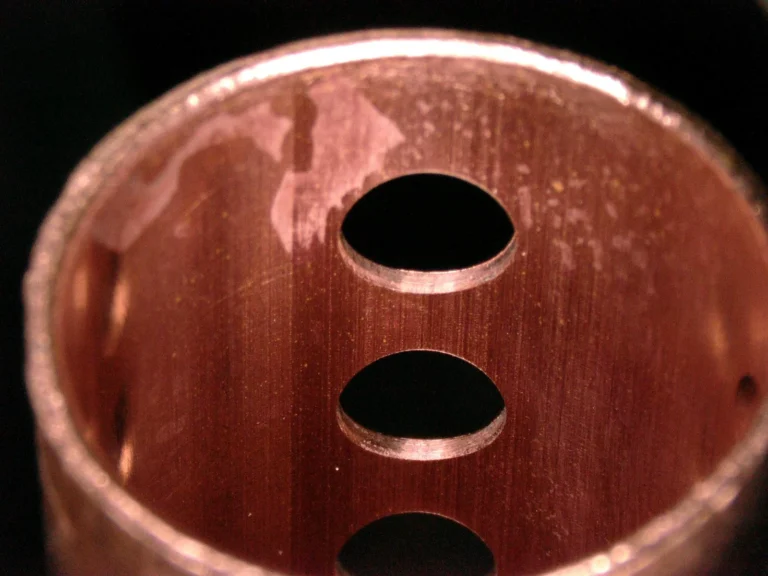
Copper tubes processing
Machining without centring on curved surfaces.
No burring on the inside diameter side, which significantly reduces costs for the next process.
| Tools | GK-AVX5D-OH GK-ZAST |
| Drilling diameter | ø6 |
| Drilling depth | 4–6 mm |
| Work material | acrylic |
| Cutting speed | 50 m/min |
| Feed rate | 0.12 mm/rev |
| Cutting fluid | Water soluble |
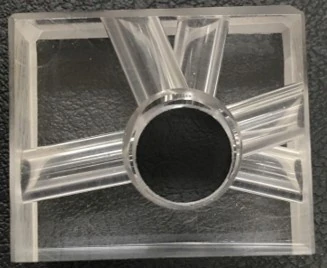
Acrylic cross-hole machining
Machining without centring even on sloped surfaces.
No burrs or cracks on the through side, as well as high transparency is maintained.
GK-ZAST line-up

Hole depth < 2xD
Outer diameter tolerance 0 ~ 0.1 mm
| øD | T | ℓ | L | ød | |
| Model number | Diameter | Drilling depth | Groove length | Overall length | Shank |
| GK-ZAST0100 | 1 | 0.6 | 4 | 40 | 3 |
| GK-ZAST0110 | 1.1 | 0.9 | 6 | 40 | 3 |
| GK-ZAST0120 | 1.2 | 0.9 | 6 | 40 | 3 |
| GK-ZAST0130 | 1.3 | 0.9 | 6 | 40 | 3 |
| GK-ZAST0140 | 1.4 | 0.9 | 6 | 40 | 3 |
| GK-ZAST0150 | 1.5 | 0.9 | 6 | 40 | 3 |
| GK-ZAST0160 | 1.6 | 1.2 | 8 | 40 | 3 |
| GK-ZAST0170 | 1.7 | 1.2 | 8 | 40 | 3 |
| GK-ZAST0180 | 1.8 | 1.2 | 8 | 40 | 3 |
| GK-ZAST0190 | 1.9 | 1.2 | 8 | 40 | 3 |
| GK-ZAST0200 | 2 | 1.2 | 8 | 40 | 3 |
| GK-ZAST0210 | 2.1 | 1.5 | 10 | 45 | 3 |
| GK-ZAST0220 | 2.2 | 1.5 | 10 | 45 | 3 |
| GK-ZAST0230 | 2.3 | 1.5 | 10 | 45 | 3 |
| GK-ZAST0240 | 2.4 | 1.5 | 10 | 45 | 3 |
| GK-ZAST0250 | 2.5 | 1.5 | 10 | 45 | 3 |
| GK-ZAST0260 | 2.6 | 1.8 | 12 | 45 | 3 |
| GK-ZAST0270 | 2.7 | 1.8 | 12 | 45 | 3 |
| GK-ZAST0280 | 2.8 | 1.8 | 12 | 45 | 3 |
| GK-ZAST0290 | 2.9 | 1.8 | 12 | 45 | 3 |
| GK-ZAST0300 | 3 | 1.8 | 12 | 45 | 3 |
| GK-ZAST0310 | 3.1 | 2.1 | 14 | 50 | 4 |
| GK-ZAST0320 | 3.2 | 2.1 | 14 | 50 | 4 |
| GK-ZAST0330 | 3.3 | 2.1 | 14 | 50 | 4 |
| GK-ZAST0340 | 3.4 | 2.1 | 14 | 50 | 4 |
| GK-ZAST0350 | 3.5 | 2.1 | 14 | 50 | 4 |
| GK-ZAST0360 | 3.6 | 2.4 | 16 | 50 | 4 |
| GK-ZAST0370 | 3.7 | 2.4 | 16 | 50 | 4 |
| GK-ZAST0380 | 3.8 | 2.4 | 16 | 50 | 4 |
| GK-ZAST0390 | 3.9 | 2.4 | 16 | 50 | 4 |
| GK-ZAST0400 | 4 | 2.4 | 16 | 50 | 4 |
| GK-ZAST0410 | 4.1 | 2.7 | 18 | 55 | 5 |
| GK-ZAST0420 | 4.2 | 2.7 | 18 | 55 | 5 |
| GK-ZAST0430 | 4.3 | 2.7 | 18 | 55 | 5 |
| GK-ZAST0440 | 4.4 | 2.7 | 18 | 55 | 5 |
| GK-ZAST0450 | 4.5 | 2.7 | 18 | 55 | 5 |
| GK-ZAST0460 | 4.6 | 3 | 20 | 55 | 5 |
| GK-ZAST0470 | 4.7 | 3 | 20 | 55 | 5 |
| GK-ZAST0480 | 4.8 | 3 | 20 | 55 | 5 |
| GK-ZAST0490 | 4.9 | 3 | 20 | 55 | 5 |
| GK-ZAST0500 | 5 | 3 | 20 | 55 | 5 |
| GK-ZAST0510 | 5.1 | 3.3 | 22 | 60 | 6 |
| GK-ZAST0520 | 5.2 | 3.3 | 22 | 60 | 6 |
| GK-ZAST0530 | 5.3 | 3.3 | 22 | 60 | 6 |
| GK-ZAST0540 | 5.4 | 3.3 | 22 | 60 | 6 |
| GK-ZAST0550 | 5.5 | 3.3 | 22 | 60 | 6 |
| GK-ZAST0560 | 5.6 | 3.6 | 24 | 60 | 6 |
| GK-ZAST0570 | 5.7 | 3.6 | 24 | 60 | 6 |
| GK-ZAST0580 | 5.8 | 3.6 | 24 | 60 | 6 |
| GK-ZAST0590 | 5.9 | 3.6 | 24 | 60 | 6 |
| GK-ZAST0600 | 6 | 3.6 | 24 | 60 | 6 |
| GK-ZAST0610 | 6.1 | 3.9 | 26 | 65 | 7 |
| GK-ZAST0620 | 6.2 | 3.9 | 26 | 65 | 7 |
| GK-ZAST0630 | 6.3 | 3.9 | 26 | 65 | 7 |
| GK-ZAST0640 | 6.4 | 3.9 | 26 | 65 | 7 |
| GK-ZAST0650 | 6.5 | 3.9 | 26 | 65 | 7 |
| GK-ZAST0660 | 6.6 | 4.2 | 28 | 65 | 7 |
| GK-ZAST0670 | 6.7 | 4.2 | 28 | 65 | 7 |
| GK-ZAST0680 | 6.8 | 4.2 | 28 | 65 | 7 |
| GK-ZAST0690 | 6.9 | 4.2 | 28 | 65 | 7 |
| GK-ZAST0700 | 7 | 4.2 | 28 | 65 | 7 |
| GK-ZAST0710 | 7.1 | 4.5 | 30 | 70 | 8 |
| GK-ZAST0720 | 7.2 | 4.5 | 30 | 70 | 8 |
| GK-ZAST0730 | 7.3 | 4.5 | 30 | 70 | 8 |
| GK-ZAST0740 | 7.4 | 4.5 | 30 | 70 | 8 |
| GK-ZAST0750 | 7.5 | 4.5 | 30 | 70 | 8 |
| GK-ZAST0760 | 7.6 | 4.8 | 32 | 70 | 8 |
| GK-ZAST0770 | 7.7 | 4.8 | 32 | 70 | 8 |
| GK-ZAST0780 | 7.8 | 4.8 | 32 | 70 | 8 |
| GK-ZAST0790 | 7.9 | 4.8 | 32 | 70 | 8 |
| GK-ZAST0800 | 8 | 4.8 | 32 | 70 | 8 |
| GK-ZAST0810 | 8.1 | 5.1 | 34 | 75 | 10 |
| GK-ZAST0820 | 8.2 | 5.1 | 34 | 75 | 10 |
| GK-ZAST0830 | 8.3 | 5.1 | 34 | 75 | 10 |
| GK-ZAST0840 | 8.4 | 5.1 | 34 | 75 | 10 |
| GK-ZAST0850 | 8.5 | 5.1 | 34 | 75 | 10 |
| GK-ZAST0860 | 8.6 | 5.4 | 36 | 75 | 10 |
| GK-ZAST0870 | 8.7 | 5.4 | 36 | 75 | 10 |
| GK-ZAST0880 | 8.8 | 5.4 | 36 | 75 | 10 |
| GK-ZAST0890 | 8.9 | 5.4 | 36 | 75 | 10 |
| GK-ZAST0900 | 9 | 5.4 | 36 | 75 | 10 |
| GK-ZAST0910 | 9.1 | 5.7 | 38 | 80 | 10 |
| GK-ZAST0920 | 9.2 | 5.7 | 38 | 80 | 10 |
| GK-ZAST0930 | 9.3 | 5.7 | 38 | 80 | 10 |
| GK-ZAST0940 | 9.4 | 5.7 | 38 | 80 | 10 |
| GK-ZAST0950 | 9.5 | 5.7 | 38 | 80 | 10 |
| GK-ZAST0960 | 9.6 | 6 | 40 | 80 | 10 |
| GK-ZAST0970 | 9.7 | 6 | 40 | 80 | 10 |
| GK-ZAST0980 | 9.8 | 6 | 40 | 80 | 10 |
| GK-ZAST0990 | 9.9 | 6 | 40 | 80 | 10 |
| GK-ZAST1000 | 10 | 6 | 40 | 80 | 10 |
| GK-ZAST1010 | 10.1 | 6.3 | 42 | 85 | 12 |
| GK-ZAST1020 | 10.2 | 6.3 | 42 | 85 | 12 |
| GK-ZAST1030 | 10.3 | 6.3 | 42 | 85 | 12 |
| GK-ZAST1040 | 10.4 | 6.3 | 42 | 85 | 12 |
| GK-ZAST1050 | 10.5 | 6.3 | 42 | 85 | 12 |
| GK-ZAST1060 | 10.6 | 6.6 | 44 | 85 | 12 |
| GK-ZAST1070 | 10.7 | 6.6 | 44 | 85 | 12 |
| GK-ZAST1080 | 10.8 | 6.6 | 44 | 85 | 12 |
| GK-ZAST1090 | 10.9 | 6.6 | 44 | 85 | 12 |
| GK-ZAST1100 | 11 | 6.6 | 44 | 85 | 12 |
| GK-ZAST1110 | 11.1 | 6.9 | 46 | 90 | 12 |
| GK-ZAST1120 | 11.2 | 6.9 | 46 | 90 | 12 |
| GK-ZAST1130 | 11.3 | 6.9 | 46 | 90 | 12 |
| GK-ZAST1140 | 11.4 | 6.9 | 46 | 90 | 12 |
| GK-ZAST1150 | 11.5 | 6.9 | 46 | 90 | 12 |
| GK-ZAST1160 | 11.6 | 7.2 | 48 | 90 | 12 |
| GK-ZAST1170 | 11.7 | 7.2 | 48 | 90 | 12 |
| GK-ZAST1180 | 11.8 | 7.2 | 48 | 90 | 12 |
| GK-ZAST1190 | 11.9 | 7.2 | 48 | 90 | 12 |
| GK-ZAST1200 | 12 | 7.2 | 48 | 90 | 12 |
| GK-ZAST1210 | 12.1 | 7.5 | 50 | 95 | 14 |
| GK-ZAST1220 | 12.2 | 7.5 | 50 | 95 | 14 |
| GK-ZAST1230 | 12.3 | 7.5 | 50 | 95 | 14 |
| GK-ZAST1240 | 12.4 | 7.5 | 50 | 95 | 14 |
| GK-ZAST1250 | 12.5 | 7.5 | 50 | 95 | 14 |
| GK-ZAST1260 | 12.6 | 7.8 | 52 | 95 | 14 |
| GK-ZAST1270 | 12.7 | 7.8 | 52 | 95 | 14 |
| GK-ZAST1280 | 12.8 | 7.8 | 52 | 95 | 14 |
| GK-ZAST1290 | 12.9 | 7.8 | 52 | 95 | 14 |
| GK-ZAST1300 | 13 | 7.8 | 52 | 95 | 14 |
| GK-ZAST1310 | 13.1 | 8.1 | 54 | 100 | 14 |
| GK-ZAST1320 | 13.2 | 8.1 | 54 | 100 | 14 |
| GK-ZAST1330 | 13.3 | 8.1 | 54 | 100 | 14 |
| GK-ZAST1340 | 13.4 | 8.1 | 54 | 100 | 14 |
| GK-ZAST1350 | 13.5 | 8.1 | 54 | 100 | 14 |
| GK-ZAST1360 | 13.6 | 8.4 | 56 | 100 | 14 |
| GK-ZAST1370 | 13.7 | 8.4 | 56 | 100 | 14 |
| GK-ZAST1380 | 13.8 | 8.4 | 56 | 100 | 14 |
| GK-ZAST1390 | 13.9 | 8.4 | 56 | 100 | 14 |
| GK-ZAST1400 | 14 | 8.4 | 56 | 100 | 14 |
| GK-ZAST1410 | 14.1 | 8.7 | 58 | 105 | 16 |
| GK-ZAST1420 | 14.2 | 8.7 | 58 | 105 | 16 |
| GK-ZAST1430 | 14.3 | 8.7 | 58 | 105 | 16 |
| GK-ZAST1440 | 14.4 | 8.7 | 58 | 105 | 16 |
| GK-ZAST1450 | 14.5 | 8.7 | 58 | 105 | 16 |
| GK-ZAST1460 | 14.6 | 9 | 60 | 105 | 16 |
| GK-ZAST1470 | 14.7 | 9 | 60 | 105 | 16 |
| GK-ZAST1480 | 14.8 | 9 | 60 | 105 | 16 |
| GK-ZAST1490 | 14.9 | 9 | 60 | 105 | 16 |
| GK-ZAST1500 | 15 | 9 | 60 | 105 | 16 |
| GK-ZAST1510 | 15.1 | 9.3 | 62 | 110 | 16 |
| GK-ZAST1520 | 15.2 | 9.3 | 62 | 110 | 16 |
| GK-ZAST1530 | 15.3 | 9.3 | 62 | 110 | 16 |
| GK-ZAST1540 | 15.4 | 9.3 | 62 | 110 | 16 |
| GK-ZAST1550 | 15.5 | 9.3 | 62 | 110 | 16 |
| GK-ZAST1560 | 15.6 | 9.6 | 64 | 110 | 16 |
| GK-ZAST1570 | 15.7 | 9.6 | 64 | 110 | 16 |
| GK-ZAST1580 | 15.8 | 9.6 | 64 | 110 | 16 |
| GK-ZAST1590 | 15.9 | 9.6 | 64 | 110 | 16 |
| GK-ZAST1600 | 16 | 9.6 | 64 | 110 | 16 |
GK-ZAST recommended cutting conditions
| Work material | Aluminium alloy casting Aluminium wrought material | Copper Alloy C1020 / C6140 | Hard resin Acrylic | Soft resin MC Nylon / PP / PE / PVC | ||||
| Cutting speed | 60 ~ 100m/min | 30 ~ 60m/min | 50 ~ 80m/min | 50 ~ 80m/min | ||||
| Step machining | – | – | 1mm interval (G83) | |||||
| Diameter | Rev. (min -1) | Feed amount (mm/rev) | Rev. (min -1) | Feed amount (mm/rev) | Rev. (min -1) | Feed amount (mm/rev) | Rev. (min -1) | Feed amount (mm/rev) |
| 1 | 19,110 | 0.03 ~ 0.06 | 12,800 | 0.03 ~ 0.06 | 18,000 | 0.03 ~ 0.06 | 18,000 | 0.05 ~ 0.08 |
| 2 | 9,550 | 0.06 ~ 0.12 | 6,400 | 0.06 ~ 0.12 | 8,800 | 0.06 ~ 0.12 | 8,800 | 0.1 ~ 0.15 |
| 3 | 6,370 | 0.09 ~ 0.18 | 4,300 | 0.09 ~ 0.18 | 5,800 | 0.09 ~ 0.15 | 5,800 | 0.15 ~ 0.25 |
| 4 | 4,780 | 0.12 ~ 0.24 | 3,200 | 0.12 ~ 0.24 | 4,400 | 0.12 ~ 0.22 | 4,400 | 0.2 ~ 0.3 |
| 5 | 3,820 | 0.15 ~ 0.3 | 2,500 | 0.15 ~ 0.3 | 3,500 | 0.15 ~ 0.25 | 3,500 | 0.25 ~ 0.4 |
| 6 | 3,180 | 0.18 ~ 0.36 | 2,200 | 0.18 ~ 0.36 | 3,000 | 0.18 ~ 0.3 | 3,000 | 0.3 ~ 0.5 |
| 8 | 2,390 | 0.24 ~ 0.48 | 1,600 | 0.24 ~ 0.48 | 2,200 | 0.24 ~ 0.44 | 2,200 | 0.4 ~ 0.6 |
| 10 | 1,910 | 0.3 ~ 0.6 | 1,300 | 0.3 ~ 0.6 | 1,800 | 0.3 ~ 0.5 | 1,800 | 0.5 ~ 0.8 |
| 12 | 1,590 | 0.36 ~ 0.72 | 1,100 | 0.36 ~ 0.72 | 1,500 | 0.36 ~ 0.6 | 1,500 | 0.6 ~ 0.9 |
| 16 | 1,190 | 0.48 ~ 0.96 | 800 | 0.48 ~ 0.96 | 1,000 | 0.4 ~ 0.8 | 1,000 | 0.7 ~ 1.0 |
PRECAUTION
Please use wet drilling
Ensure that work is firmly fixed and drill completely pass through the penetration depth
If work deflection is too large, welding or hole diameter may become large, or a spiral mark may remain inside the bore hole.

Product specification
GK-ZMST


Stub-type zero burr specialising in thin-sheet processing
Overall short design ensures high rigidity and low cost
Ideal for drilling pipe materials
GK-ZAST superior characteristics
GK-ZAST processing examples
| Tool | GK-ZAST |
| Drilling diameter | ø6 mm |
| Drilling depth | 3 mm |
| Work material | A6063 |
| Cutting speed | 80 m/min |
| Feed rate | 0.18 mm/rev |
| Cutting fluid | Water soluble |
Aluminium pipe processing
the absence of burrs on the inner diameter side of the pipe significantly reduces the need for troublesome secondary processes. Another major advantage is that curved surfaces can be processed without pre-hole.
| Tool | GK-ZAST |
| Drilling diameter | ø6 mm |
| Drilling deptd | 1 mm |
| Work material | Copper |
| Cutting speed | 50 m/min |
| Feed rate | 0.1 mm/rev |
| Cutting fluid | Water soluble |
Copper tubes processing
Machining without centring on curved surfaces.
No burring on the inside diameter side, which significantly reduces costs for the next process.
| Tools | GK-AVX5D-OH GK-ZAST |
| Drilling diameter | ø6 |
| Drilling depth | 4–6 mm |
| Work material | acrylic |
| Cutting speed | 50 m/min |
| Feed rate | 0.12 mm/rev |
| Cutting fluid | Water soluble |
Acrylic cross-hole machining
Machining without centring even on sloped surfaces.
No burrs or cracks on the through side, as well as high transparency is maintained.
GK-ZAST line-up
Hole depth < 2xD
Outer diameter tolerance 0 ~ 0.1 mm
| øD | T | ℓ | L | ød | |
| Model number | Diameter | Drilling depth | Groove length | Overall length | Shank |
| GK-ZAST0100 | 1 | 0.6 | 4 | 40 | 3 |
| GK-ZAST0110 | 1.1 | 0.9 | 6 | 40 | 3 |
| GK-ZAST0120 | 1.2 | 0.9 | 6 | 40 | 3 |
| GK-ZAST0130 | 1.3 | 0.9 | 6 | 40 | 3 |
| GK-ZAST0140 | 1.4 | 0.9 | 6 | 40 | 3 |
| GK-ZAST0150 | 1.5 | 0.9 | 6 | 40 | 3 |
| GK-ZAST0160 | 1.6 | 1.2 | 8 | 40 | 3 |
| GK-ZAST0170 | 1.7 | 1.2 | 8 | 40 | 3 |
| GK-ZAST0180 | 1.8 | 1.2 | 8 | 40 | 3 |
| GK-ZAST0190 | 1.9 | 1.2 | 8 | 40 | 3 |
| GK-ZAST0200 | 2 | 1.2 | 8 | 40 | 3 |
| GK-ZAST0210 | 2.1 | 1.5 | 10 | 45 | 3 |
| GK-ZAST0220 | 2.2 | 1.5 | 10 | 45 | 3 |
| GK-ZAST0230 | 2.3 | 1.5 | 10 | 45 | 3 |
| GK-ZAST0240 | 2.4 | 1.5 | 10 | 45 | 3 |
| GK-ZAST0250 | 2.5 | 1.5 | 10 | 45 | 3 |
| GK-ZAST0260 | 2.6 | 1.8 | 12 | 45 | 3 |
| GK-ZAST0270 | 2.7 | 1.8 | 12 | 45 | 3 |
| GK-ZAST0280 | 2.8 | 1.8 | 12 | 45 | 3 |
| GK-ZAST0290 | 2.9 | 1.8 | 12 | 45 | 3 |
| GK-ZAST0300 | 3 | 1.8 | 12 | 45 | 3 |
| GK-ZAST0310 | 3.1 | 2.1 | 14 | 50 | 4 |
| GK-ZAST0320 | 3.2 | 2.1 | 14 | 50 | 4 |
| GK-ZAST0330 | 3.3 | 2.1 | 14 | 50 | 4 |
| GK-ZAST0340 | 3.4 | 2.1 | 14 | 50 | 4 |
| GK-ZAST0350 | 3.5 | 2.1 | 14 | 50 | 4 |
| GK-ZAST0360 | 3.6 | 2.4 | 16 | 50 | 4 |
| GK-ZAST0370 | 3.7 | 2.4 | 16 | 50 | 4 |
| GK-ZAST0380 | 3.8 | 2.4 | 16 | 50 | 4 |
| GK-ZAST0390 | 3.9 | 2.4 | 16 | 50 | 4 |
| GK-ZAST0400 | 4 | 2.4 | 16 | 50 | 4 |
| GK-ZAST0410 | 4.1 | 2.7 | 18 | 55 | 5 |
| GK-ZAST0420 | 4.2 | 2.7 | 18 | 55 | 5 |
| GK-ZAST0430 | 4.3 | 2.7 | 18 | 55 | 5 |
| GK-ZAST0440 | 4.4 | 2.7 | 18 | 55 | 5 |
| GK-ZAST0450 | 4.5 | 2.7 | 18 | 55 | 5 |
| GK-ZAST0460 | 4.6 | 3 | 20 | 55 | 5 |
| GK-ZAST0470 | 4.7 | 3 | 20 | 55 | 5 |
| GK-ZAST0480 | 4.8 | 3 | 20 | 55 | 5 |
| GK-ZAST0490 | 4.9 | 3 | 20 | 55 | 5 |
| GK-ZAST0500 | 5 | 3 | 20 | 55 | 5 |
| GK-ZAST0510 | 5.1 | 3.3 | 22 | 60 | 6 |
| GK-ZAST0520 | 5.2 | 3.3 | 22 | 60 | 6 |
| GK-ZAST0530 | 5.3 | 3.3 | 22 | 60 | 6 |
| GK-ZAST0540 | 5.4 | 3.3 | 22 | 60 | 6 |
| GK-ZAST0550 | 5.5 | 3.3 | 22 | 60 | 6 |
| GK-ZAST0560 | 5.6 | 3.6 | 24 | 60 | 6 |
| GK-ZAST0570 | 5.7 | 3.6 | 24 | 60 | 6 |
| GK-ZAST0580 | 5.8 | 3.6 | 24 | 60 | 6 |
| GK-ZAST0590 | 5.9 | 3.6 | 24 | 60 | 6 |
| GK-ZAST0600 | 6 | 3.6 | 24 | 60 | 6 |
| GK-ZAST0610 | 6.1 | 3.9 | 26 | 65 | 7 |
| GK-ZAST0620 | 6.2 | 3.9 | 26 | 65 | 7 |
| GK-ZAST0630 | 6.3 | 3.9 | 26 | 65 | 7 |
| GK-ZAST0640 | 6.4 | 3.9 | 26 | 65 | 7 |
| GK-ZAST0650 | 6.5 | 3.9 | 26 | 65 | 7 |
| GK-ZAST0660 | 6.6 | 4.2 | 28 | 65 | 7 |
| GK-ZAST0670 | 6.7 | 4.2 | 28 | 65 | 7 |
| GK-ZAST0680 | 6.8 | 4.2 | 28 | 65 | 7 |
| GK-ZAST0690 | 6.9 | 4.2 | 28 | 65 | 7 |
| GK-ZAST0700 | 7 | 4.2 | 28 | 65 | 7 |
| GK-ZAST0710 | 7.1 | 4.5 | 30 | 70 | 8 |
| GK-ZAST0720 | 7.2 | 4.5 | 30 | 70 | 8 |
| GK-ZAST0730 | 7.3 | 4.5 | 30 | 70 | 8 |
| GK-ZAST0740 | 7.4 | 4.5 | 30 | 70 | 8 |
| GK-ZAST0750 | 7.5 | 4.5 | 30 | 70 | 8 |
| GK-ZAST0760 | 7.6 | 4.8 | 32 | 70 | 8 |
| GK-ZAST0770 | 7.7 | 4.8 | 32 | 70 | 8 |
| GK-ZAST0780 | 7.8 | 4.8 | 32 | 70 | 8 |
| GK-ZAST0790 | 7.9 | 4.8 | 32 | 70 | 8 |
| GK-ZAST0800 | 8 | 4.8 | 32 | 70 | 8 |
| GK-ZAST0810 | 8.1 | 5.1 | 34 | 75 | 10 |
| GK-ZAST0820 | 8.2 | 5.1 | 34 | 75 | 10 |
| GK-ZAST0830 | 8.3 | 5.1 | 34 | 75 | 10 |
| GK-ZAST0840 | 8.4 | 5.1 | 34 | 75 | 10 |
| GK-ZAST0850 | 8.5 | 5.1 | 34 | 75 | 10 |
| GK-ZAST0860 | 8.6 | 5.4 | 36 | 75 | 10 |
| GK-ZAST0870 | 8.7 | 5.4 | 36 | 75 | 10 |
| GK-ZAST0880 | 8.8 | 5.4 | 36 | 75 | 10 |
| GK-ZAST0890 | 8.9 | 5.4 | 36 | 75 | 10 |
| GK-ZAST0900 | 9 | 5.4 | 36 | 75 | 10 |
| GK-ZAST0910 | 9.1 | 5.7 | 38 | 80 | 10 |
| GK-ZAST0920 | 9.2 | 5.7 | 38 | 80 | 10 |
| GK-ZAST0930 | 9.3 | 5.7 | 38 | 80 | 10 |
| GK-ZAST0940 | 9.4 | 5.7 | 38 | 80 | 10 |
| GK-ZAST0950 | 9.5 | 5.7 | 38 | 80 | 10 |
| GK-ZAST0960 | 9.6 | 6 | 40 | 80 | 10 |
| GK-ZAST0970 | 9.7 | 6 | 40 | 80 | 10 |
| GK-ZAST0980 | 9.8 | 6 | 40 | 80 | 10 |
| GK-ZAST0990 | 9.9 | 6 | 40 | 80 | 10 |
| GK-ZAST1000 | 10 | 6 | 40 | 80 | 10 |
| GK-ZAST1010 | 10.1 | 6.3 | 42 | 85 | 12 |
| GK-ZAST1020 | 10.2 | 6.3 | 42 | 85 | 12 |
| GK-ZAST1030 | 10.3 | 6.3 | 42 | 85 | 12 |
| GK-ZAST1040 | 10.4 | 6.3 | 42 | 85 | 12 |
| GK-ZAST1050 | 10.5 | 6.3 | 42 | 85 | 12 |
| GK-ZAST1060 | 10.6 | 6.6 | 44 | 85 | 12 |
| GK-ZAST1070 | 10.7 | 6.6 | 44 | 85 | 12 |
| GK-ZAST1080 | 10.8 | 6.6 | 44 | 85 | 12 |
| GK-ZAST1090 | 10.9 | 6.6 | 44 | 85 | 12 |
| GK-ZAST1100 | 11 | 6.6 | 44 | 85 | 12 |
| GK-ZAST1110 | 11.1 | 6.9 | 46 | 90 | 12 |
| GK-ZAST1120 | 11.2 | 6.9 | 46 | 90 | 12 |
| GK-ZAST1130 | 11.3 | 6.9 | 46 | 90 | 12 |
| GK-ZAST1140 | 11.4 | 6.9 | 46 | 90 | 12 |
| GK-ZAST1150 | 11.5 | 6.9 | 46 | 90 | 12 |
| GK-ZAST1160 | 11.6 | 7.2 | 48 | 90 | 12 |
| GK-ZAST1170 | 11.7 | 7.2 | 48 | 90 | 12 |
| GK-ZAST1180 | 11.8 | 7.2 | 48 | 90 | 12 |
| GK-ZAST1190 | 11.9 | 7.2 | 48 | 90 | 12 |
| GK-ZAST1200 | 12 | 7.2 | 48 | 90 | 12 |
| GK-ZAST1210 | 12.1 | 7.5 | 50 | 95 | 14 |
| GK-ZAST1220 | 12.2 | 7.5 | 50 | 95 | 14 |
| GK-ZAST1230 | 12.3 | 7.5 | 50 | 95 | 14 |
| GK-ZAST1240 | 12.4 | 7.5 | 50 | 95 | 14 |
| GK-ZAST1250 | 12.5 | 7.5 | 50 | 95 | 14 |
| GK-ZAST1260 | 12.6 | 7.8 | 52 | 95 | 14 |
| GK-ZAST1270 | 12.7 | 7.8 | 52 | 95 | 14 |
| GK-ZAST1280 | 12.8 | 7.8 | 52 | 95 | 14 |
| GK-ZAST1290 | 12.9 | 7.8 | 52 | 95 | 14 |
| GK-ZAST1300 | 13 | 7.8 | 52 | 95 | 14 |
| GK-ZAST1310 | 13.1 | 8.1 | 54 | 100 | 14 |
| GK-ZAST1320 | 13.2 | 8.1 | 54 | 100 | 14 |
| GK-ZAST1330 | 13.3 | 8.1 | 54 | 100 | 14 |
| GK-ZAST1340 | 13.4 | 8.1 | 54 | 100 | 14 |
| GK-ZAST1350 | 13.5 | 8.1 | 54 | 100 | 14 |
| GK-ZAST1360 | 13.6 | 8.4 | 56 | 100 | 14 |
| GK-ZAST1370 | 13.7 | 8.4 | 56 | 100 | 14 |
| GK-ZAST1380 | 13.8 | 8.4 | 56 | 100 | 14 |
| GK-ZAST1390 | 13.9 | 8.4 | 56 | 100 | 14 |
| GK-ZAST1400 | 14 | 8.4 | 56 | 100 | 14 |
| GK-ZAST1410 | 14.1 | 8.7 | 58 | 105 | 16 |
| GK-ZAST1420 | 14.2 | 8.7 | 58 | 105 | 16 |
| GK-ZAST1430 | 14.3 | 8.7 | 58 | 105 | 16 |
| GK-ZAST1440 | 14.4 | 8.7 | 58 | 105 | 16 |
| GK-ZAST1450 | 14.5 | 8.7 | 58 | 105 | 16 |
| GK-ZAST1460 | 14.6 | 9 | 60 | 105 | 16 |
| GK-ZAST1470 | 14.7 | 9 | 60 | 105 | 16 |
| GK-ZAST1480 | 14.8 | 9 | 60 | 105 | 16 |
| GK-ZAST1490 | 14.9 | 9 | 60 | 105 | 16 |
| GK-ZAST1500 | 15 | 9 | 60 | 105 | 16 |
| GK-ZAST1510 | 15.1 | 9.3 | 62 | 110 | 16 |
| GK-ZAST1520 | 15.2 | 9.3 | 62 | 110 | 16 |
| GK-ZAST1530 | 15.3 | 9.3 | 62 | 110 | 16 |
| GK-ZAST1540 | 15.4 | 9.3 | 62 | 110 | 16 |
| GK-ZAST1550 | 15.5 | 9.3 | 62 | 110 | 16 |
| GK-ZAST1560 | 15.6 | 9.6 | 64 | 110 | 16 |
| GK-ZAST1570 | 15.7 | 9.6 | 64 | 110 | 16 |
| GK-ZAST1580 | 15.8 | 9.6 | 64 | 110 | 16 |
| GK-ZAST1590 | 15.9 | 9.6 | 64 | 110 | 16 |
| GK-ZAST1600 | 16 | 9.6 | 64 | 110 | 16 |
GK-ZAST recommended cutting conditions
| Work material | Aluminium alloy casting Aluminium wrought material | Copper Alloy C1020 / C6140 | Hard resin Acrylic | Soft resin MC Nylon / PP / PE / PVC | ||||
| Cutting speed | 60 ~ 100m/min | 30 ~ 60m/min | 50 ~ 80m/min | 50 ~ 80m/min | ||||
| Step machining | – | – | 1mm interval (G83) | |||||
| Diameter | Rev. (min -1) | Feed amount (mm/rev) | Rev. (min -1) | Feed amount (mm/rev) | Rev. (min -1) | Feed amount (mm/rev) | Rev. (min -1) | Feed amount (mm/rev) |
| 1 | 19,110 | 0.03 ~ 0.06 | 12,800 | 0.03 ~ 0.06 | 18,000 | 0.03 ~ 0.06 | 18,000 | 0.05 ~ 0.08 |
| 2 | 9,550 | 0.06 ~ 0.12 | 6,400 | 0.06 ~ 0.12 | 8,800 | 0.06 ~ 0.12 | 8,800 | 0.1 ~ 0.15 |
| 3 | 6,370 | 0.09 ~ 0.18 | 4,300 | 0.09 ~ 0.18 | 5,800 | 0.09 ~ 0.15 | 5,800 | 0.15 ~ 0.25 |
| 4 | 4,780 | 0.12 ~ 0.24 | 3,200 | 0.12 ~ 0.24 | 4,400 | 0.12 ~ 0.22 | 4,400 | 0.2 ~ 0.3 |
| 5 | 3,820 | 0.15 ~ 0.3 | 2,500 | 0.15 ~ 0.3 | 3,500 | 0.15 ~ 0.25 | 3,500 | 0.25 ~ 0.4 |
| 6 | 3,180 | 0.18 ~ 0.36 | 2,200 | 0.18 ~ 0.36 | 3,000 | 0.18 ~ 0.3 | 3,000 | 0.3 ~ 0.5 |
| 8 | 2,390 | 0.24 ~ 0.48 | 1,600 | 0.24 ~ 0.48 | 2,200 | 0.24 ~ 0.44 | 2,200 | 0.4 ~ 0.6 |
| 10 | 1,910 | 0.3 ~ 0.6 | 1,300 | 0.3 ~ 0.6 | 1,800 | 0.3 ~ 0.5 | 1,800 | 0.5 ~ 0.8 |
| 12 | 1,590 | 0.36 ~ 0.72 | 1,100 | 0.36 ~ 0.72 | 1,500 | 0.36 ~ 0.6 | 1,500 | 0.6 ~ 0.9 |
| 16 | 1,190 | 0.48 ~ 0.96 | 800 | 0.48 ~ 0.96 | 1,000 | 0.4 ~ 0.8 | 1,000 | 0.7 ~ 1.0 |
PRECAUTION
Please use wet drilling
Ensure that work is firmly fixed and drill completely pass through the penetration depth
If work deflection is too large, welding or hole diameter may become large, or a spiral mark may remain inside the bore hole.