„Jestem taki szczęśliwy i niesamowity!”
── Jestem taki szczęśliwy! niesamowity! Przedstawiamy pomysły i technologie ──
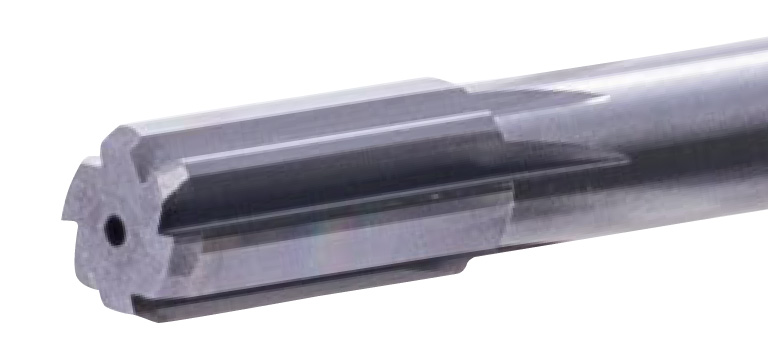
Uchwyt G-one składa się z wielu szorstkich krawędzi i wykończeń.
Dzieląc role dla każdej funkcji krawędzi skrawającej, stosując pojedyncze ostrze do wykańczania i stosując standardową płytkę, w porównaniu do konwencjonalnych produktów,
udało nam się skrócić czas wiązania bez konieczności polegania na wykwalifikowanych pracownikach.
Osiągamy „wysoką produktywność”, „wysoką precyzję obróbki” i „obniżone koszty”.
1:Dobra jakość;
2 Usta: 16μm
Tył: 18μm;
3:MARIGHI;
4: Usta: 4μm
Głębokość: 3μm
Doskonała chropowatość powierzchni
(Y: Rz (μm) szorstka powierzchnia, SZARY: Dobra jakość, CZERWONY: GHI)
Typ.T (spirala prawoskrętna) obniżony opór skrawania (pchnięcie)
(Y: (N) Cięcie Odporności, [Warunki przetwarzania] FC250 ¢10 V100 f0,5)
Type.R (helisa lewoskrętna)
Ulepszone odprowadzanie wiórów
(Y: (%) Przed podziałem i cięciem odpadów, [Warunki przetwarzania]FCD430 ¢8 V100 f0,56)
O to chodzi!
Poprawa dokładności obróbki poprzez optymalizację nieregularnego podziału 6-ostrzowego, kształtu ostrza i powłoki
1: Nierówny podział
(Optymalne dla nierównych kątów, takich jak przechylenia i okrągłe kąty skierowane w górę)
2: Możliwa kwota wysyłki
(Specjalna specyfikacja z 6 ostrzami + stożkiem tylnym
Stabilna chropowatość powierzchni przy dużych posuwach)
Koncepcja rozwoju/koncepcja produktu
„Stan obecny i wyzwania”
- Istniało zapotrzebowanie na rozwiertak wykańczający umożliwiający obróbkę z dużą wydajnością, ale w przypadku konwencjonalnych rozwiertaków wieloostrzowych występowały problemy związane z okrągłością i chropowatością powierzchni pogarszającą się przy dużych prędkościach posuwu.
„Punkty rozwoju”
- Seria GHI osiąga znaczną poprawę okrągłości poprzez nierówny podział krawędzi skrawającej.
Dodatkowo ilość zębów jest ustawiona na 6, a stożek tylny nadaje się do dużych posuwów, uzyskując lepszą chropowatość powierzchni.
Dodatkowo zastosowano wielowarstwową powłokę, która wydłuża żywotność narzędzia, przyczyniając się do obniżenia kosztów narzędzia.