„Jestem taki szczęśliwy i niesamowity!”
── Jestem taki szczęśliwy! niesamowity! Przedstawiamy pomysły i technologie ──
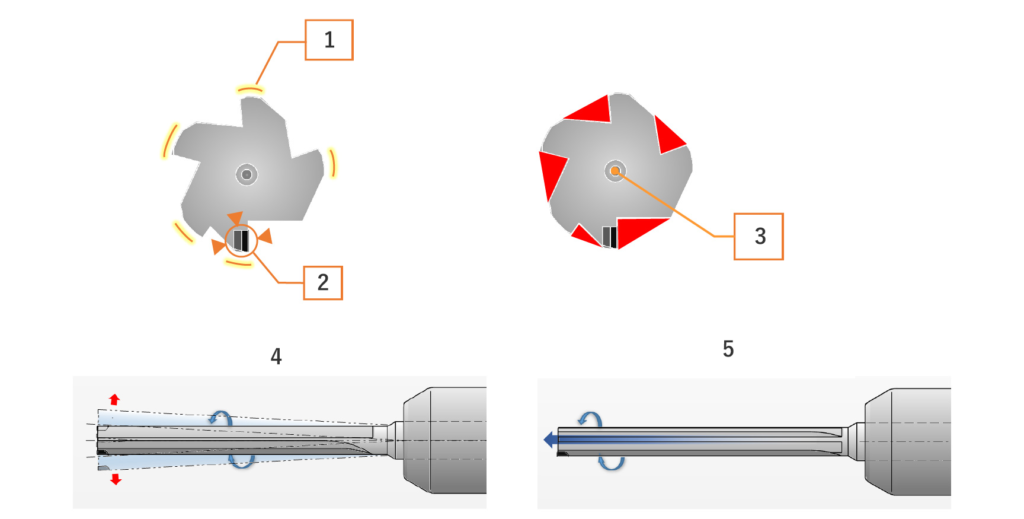
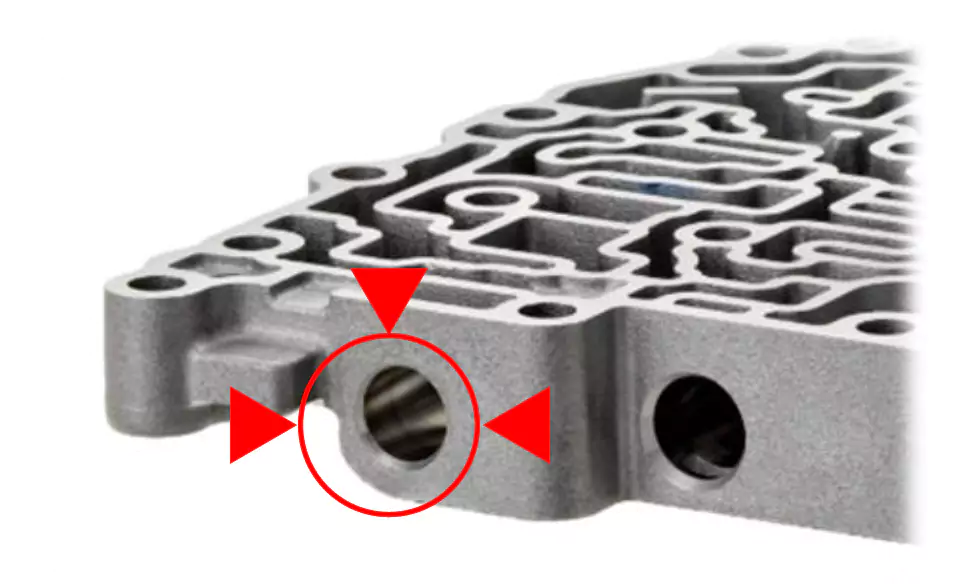
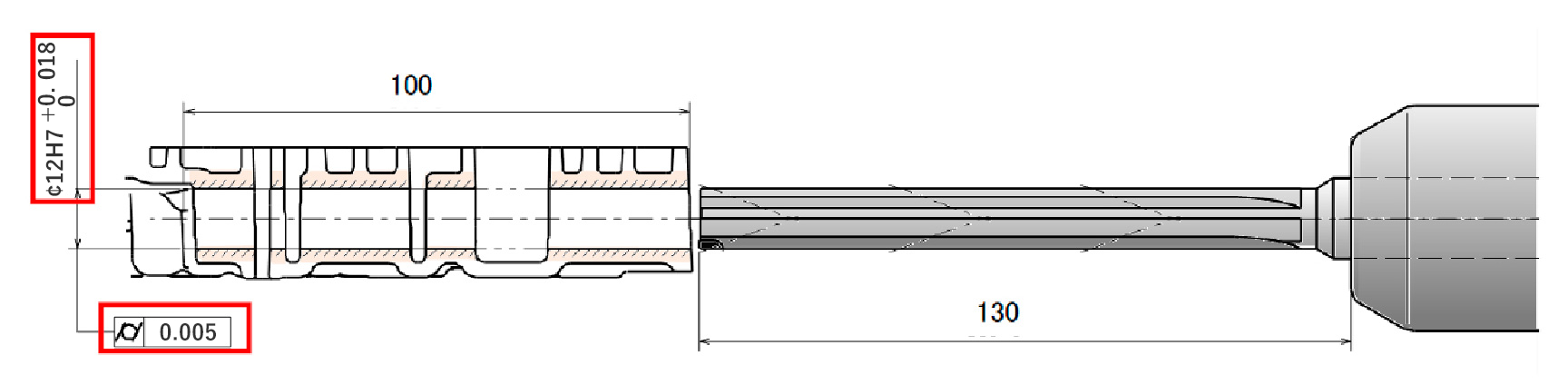
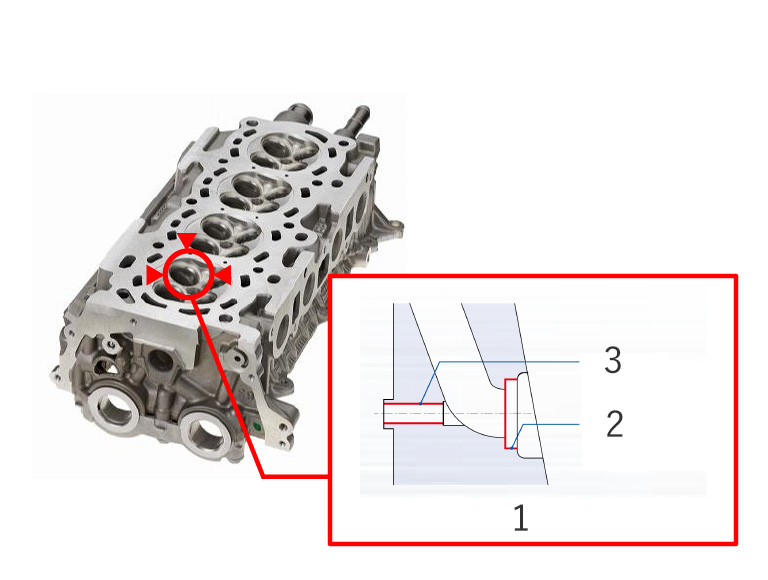
Rozwiertak równoważący składa się z 4-punktowej podkładki prowadzącej + 1 ostrza PKD.
Konstrukcja rowka uwzględnia równowagę obrotową rozwiertaka, tłumiąc drgania podczas obrotu, nawet jeśli narzędzie wystaje na długo. Umożliwia osiągnięcie „wysokiej precyzji obróbki” w obróbce głębokich otworów poprzez rozmieszczenie prowadnic uwzględniających opór skrawania.
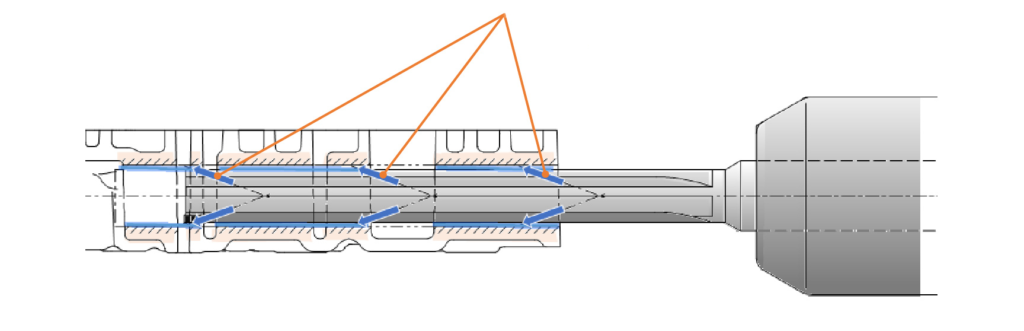
Specjalna konstrukcja otworu chłodzącego zapewnia smarowność podczas cięcia i zapobiega zarysowaniu przedmiotu obrabianego.
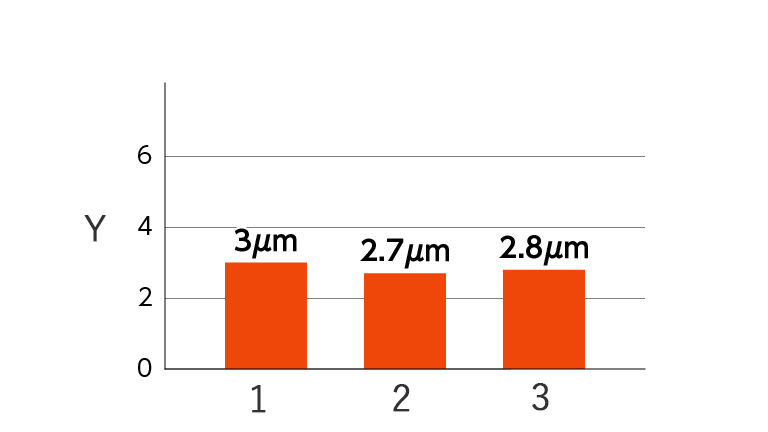
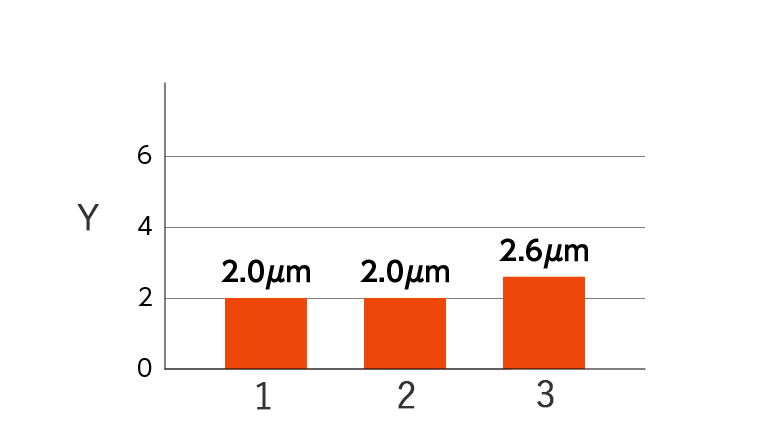
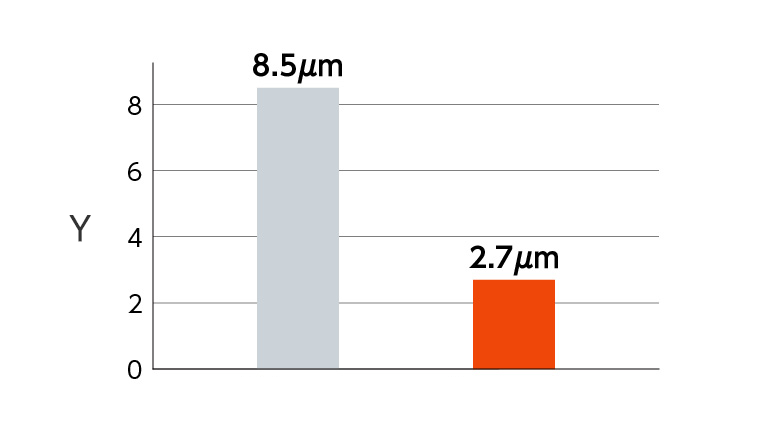
(Y: (μm) Stopień kołowości 1: Motoguchi, 2: Podczas ~, 3: Z powrotem, )
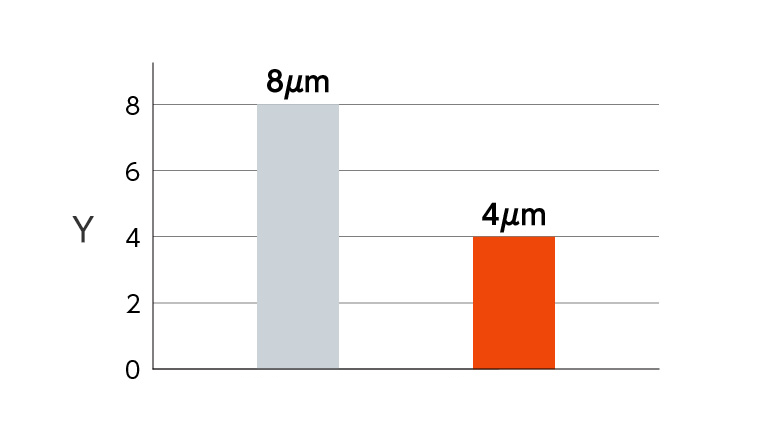
(Y: (μm) Średnica Kitsuraby 1: Motoguchi, 2: Podczas ~, 3: Z powrotem, )
O to chodzi!
Wysoka precyzja osiągnięta dzięki optymalnemu umieszczeniu prowadnicy i wyjątkowemu wyważeniu obrotowemu
Kształt rowka z myślą o równowadze
- Doiga mocno super
Układ prowadnic uwzględniający opór cięcia - Ostrze PCD1
- Środek ciężkości stosuje się 3
Doskonała równowaga obrotowa - Rotacja czasu wahań Iki-gagare… Mari normalna
- Rozwiertak równoważący… tłumi ugięcie podczas obrotu
- Stabilność przy gryzieniu Stabilność podczas obróbki
Doskonała dokładność przetwarzania
O to chodzi!
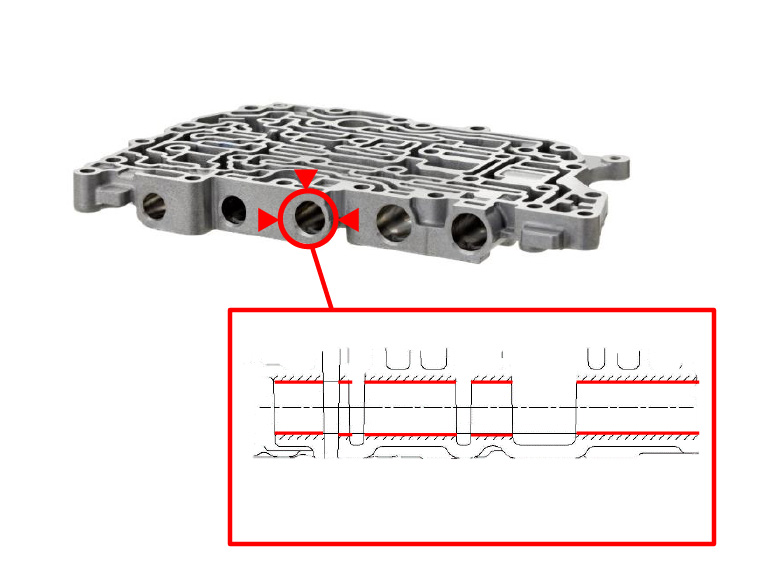
Zapobiega uszkodzeniom przedmiotu obrabianego dzięki specjalnej konstrukcji chłodziwa dopasowanej do kształtu przedmiotu obrabianego.
Nałóż chłodziwo na krawędź skrawającą i prowadnicę.
Dostarczono specjalne specyfikacje chłodziwa
Koncepcja rozwoju/koncepcja produktu
„Aktualny stan i problemy”
- Przy obróbce głębokich otworów wysunięcie narzędzia staje się dłuższe, przez co balans obrotowy (przesunięcie środka ciężkości) jest duży, a siła odśrodkowa podczas obrotu powoduje zachowanie narzędzia, co skutkuje niestabilną dokładnością obróbki i niewystarczającym dopływem chłodziwa do sekcji prowadzącej, co może prowadzić do spawania.Wystąpił problem polegający na tym, że powodowało to zarysowania na powierzchni roboczej.
„Punkty rozwoju”
- „Rozwiertak równoważący” wykorzystuje specjalny kształt rowka z dobrze wyważonym obrotem, aby tłumić bicie podczas obrotu, a optymalne rozmieszczenie płytek prowadzących stabilizuje dokładność obróbki głębokich otworów.
Co więcej, dostarczając chłodziwo do całej prowadnicy, poprawia się smarowność, poprawia się spawanie z prowadnicą i eliminowane są zarysowania na powierzchni roboczej.