60% zniżki
(Y: Sprzęt do inwestycji kapitałowych, SZARY: Prawo i inżynieria, CZERWONY: Linia półksiężyca)
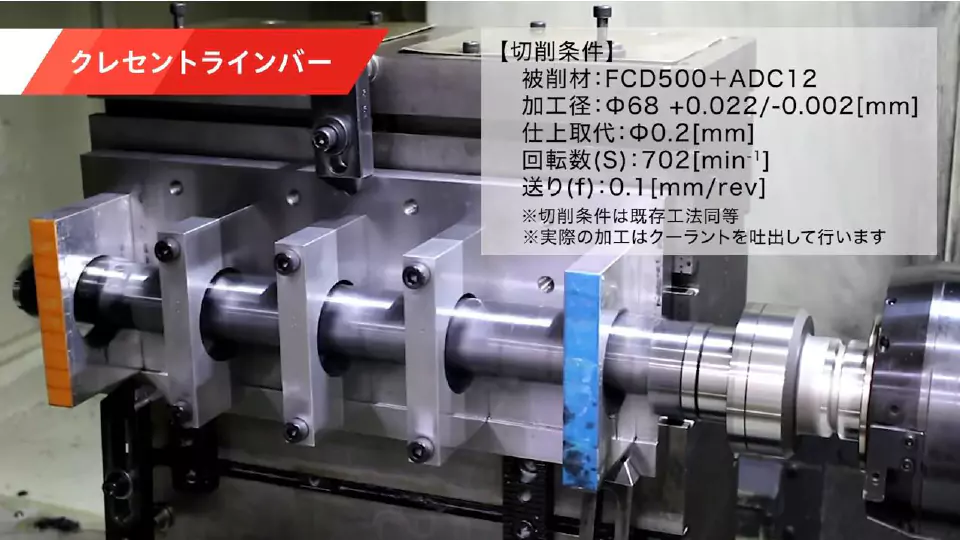
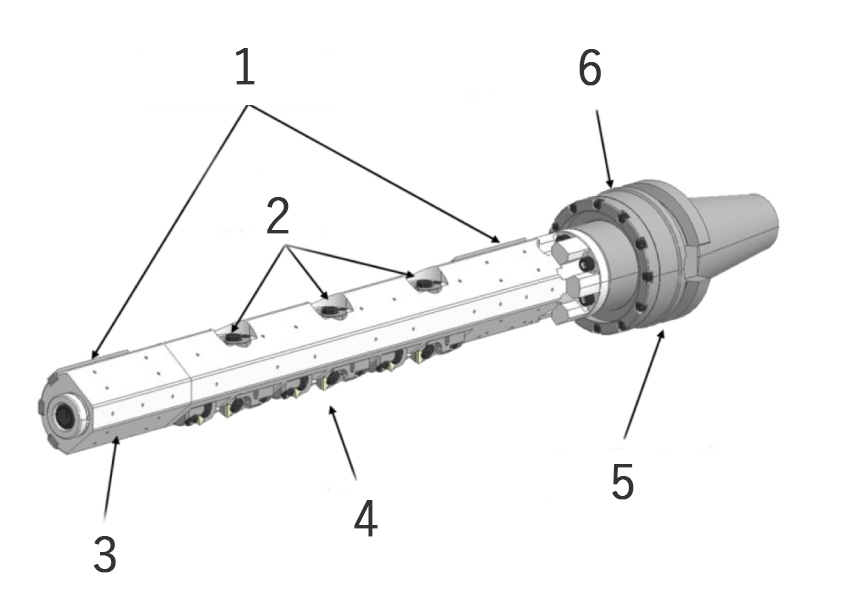
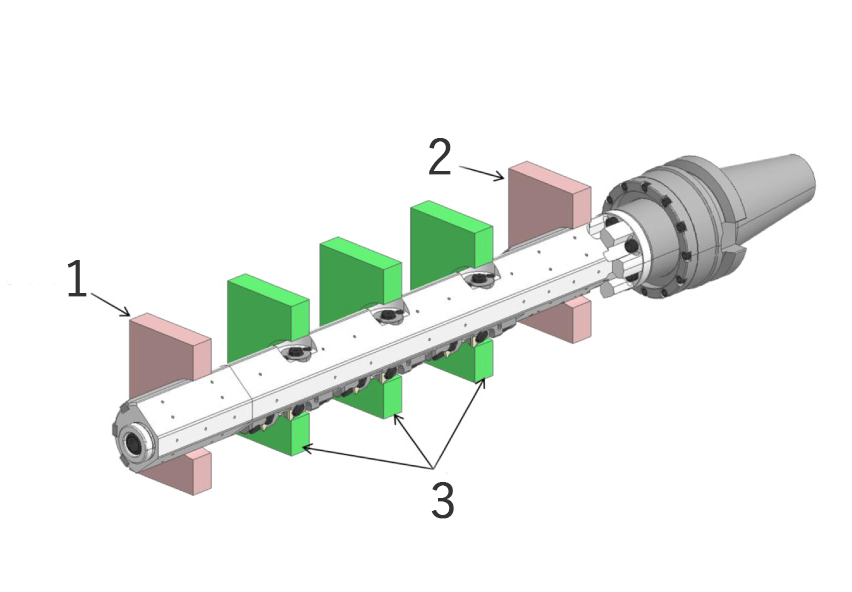
Toposa z Guji-no-Ki + Do użytku maszynowego: Specyfikacja sprzętu
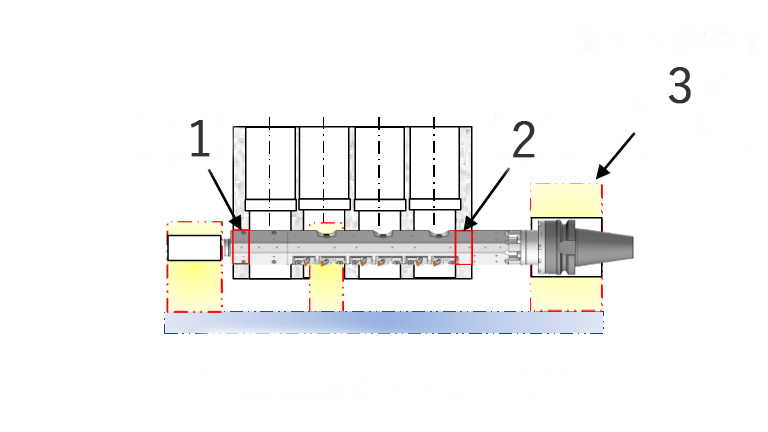
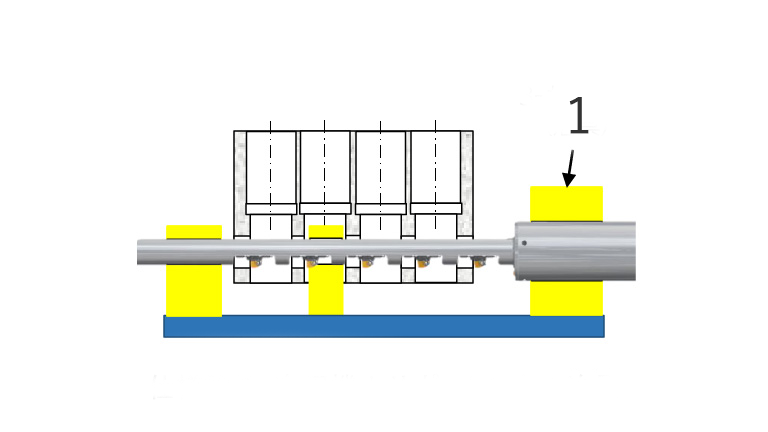
Cena urządzenia (M/C) + ogólne informacje o maszynie: specyfikacja sprzętu

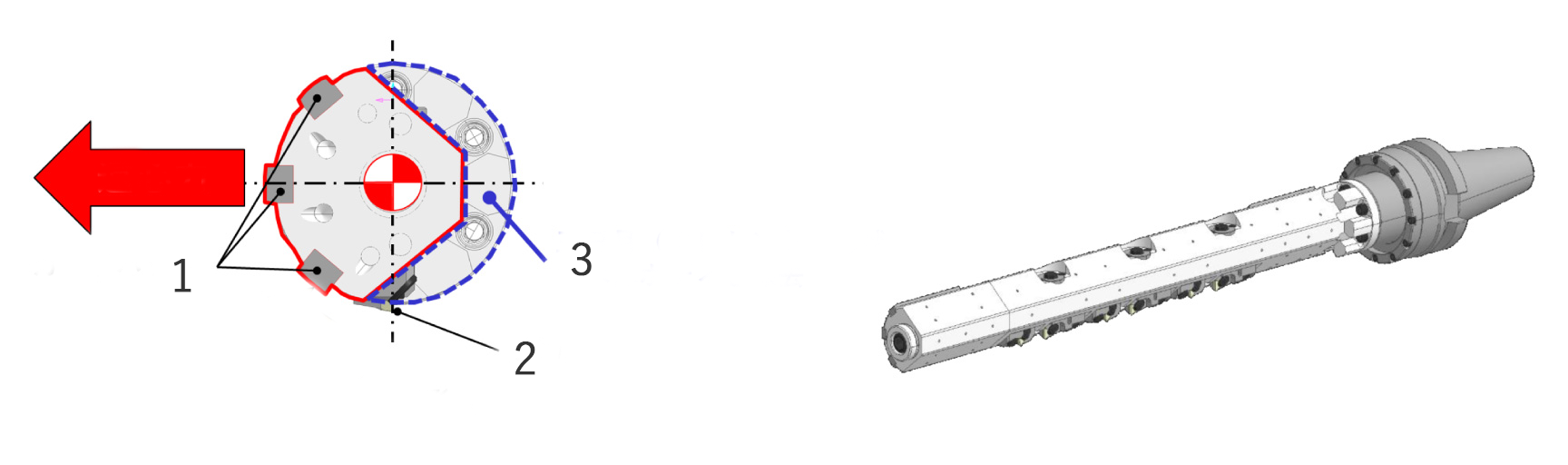
Kształt przekroju narzędzia
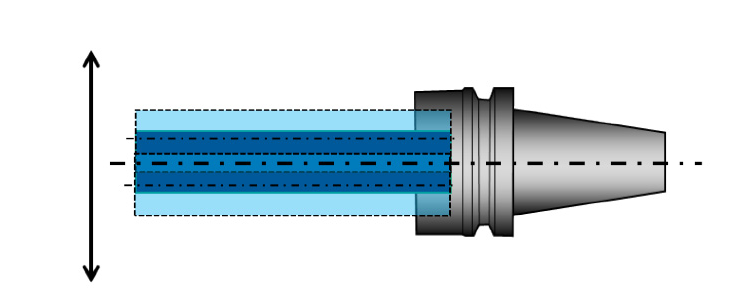
Pływanie równoległe
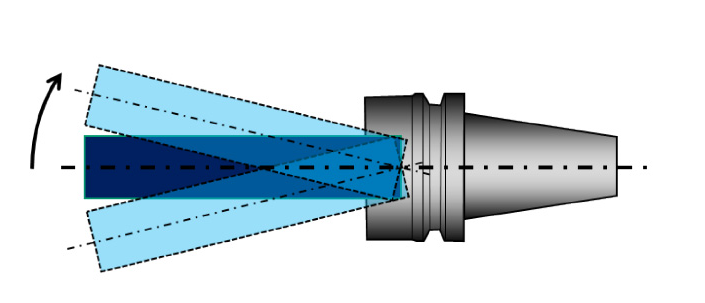
Przechyl pływająco