Osiągnięcie obróbki poprzecznej przy wysokiej precyzji produkcji
Pomaganie w zwiększaniu produktywności poprzez rozwiązywanie problemów w zakładach produkcyjnych
Gniazdo zaworu i prowadnica trzpienia przetwarzane w jednym procesie
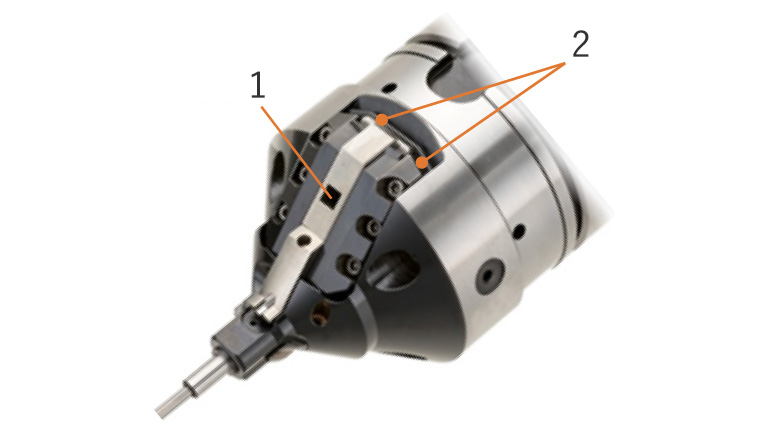
Wydłużona żywotność dzięki unikalnemu mechanizmowi suwakowemu
Osiąganie zmian w narzędziach i przyczynianie się do poprawy produktywności
── Jestem taki szczęśliwy! niesamowity! Przedstawiamy pomysły i technologie ──
Jako producent narzędzi specjalnych wykorzystujemy rozwiniętą przez nas technologię elementarną i wysoce niezawodną produkcję, aby dostarczać końcówki zaworów umożliwiające obróbkę poprzeczną powierzchni gniazd zaworów, która wymaga dużej precyzji. Suwak, będący kluczem do obróbki poprzecznej, wykorzystuje unikalny mechanizm stabilizujący dokładność obróbki w długim okresie czasu. Opracowaliśmy także specyfikacje szybkiej wymiany/ATC, przyczyniając się do „obsługi wielu produktów” i „zwiększenia produktywności”.
O to chodzi!
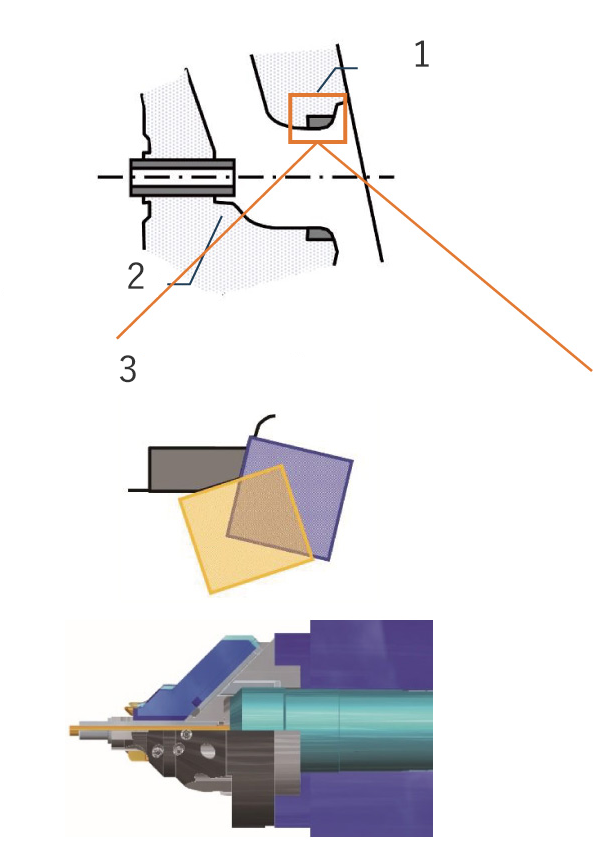
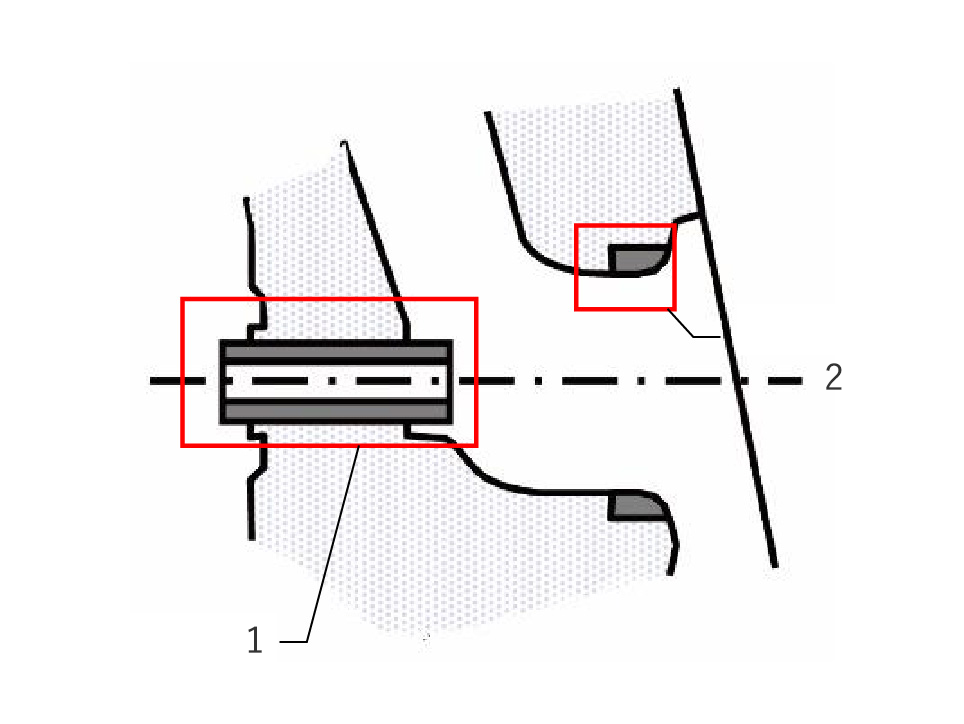
Obróbka poprzeczna gniazda zaworu i prowadnicy zaworu w jednym procesie
Doskonały!
1: Gniazdo zaworu 2: zawór prowadzącyotwor 3: Proces 1 (Obróbka wgłębna powierzchni bocznej)
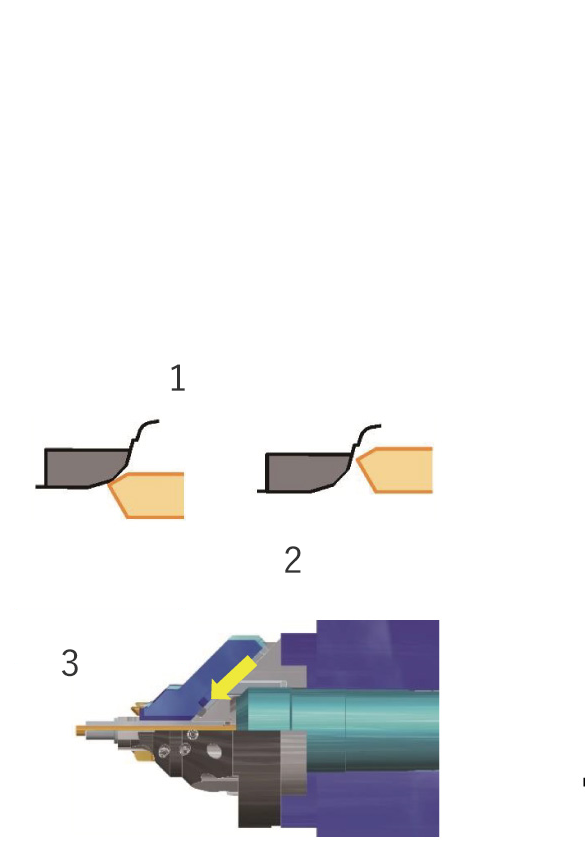
1: Proces 2 (Wykończ powierzchnię siedziska trawersem) 2: Obróbka poprzeczna poprzez przesuwanie osi przesuwnej 3: Kierunek trawersu
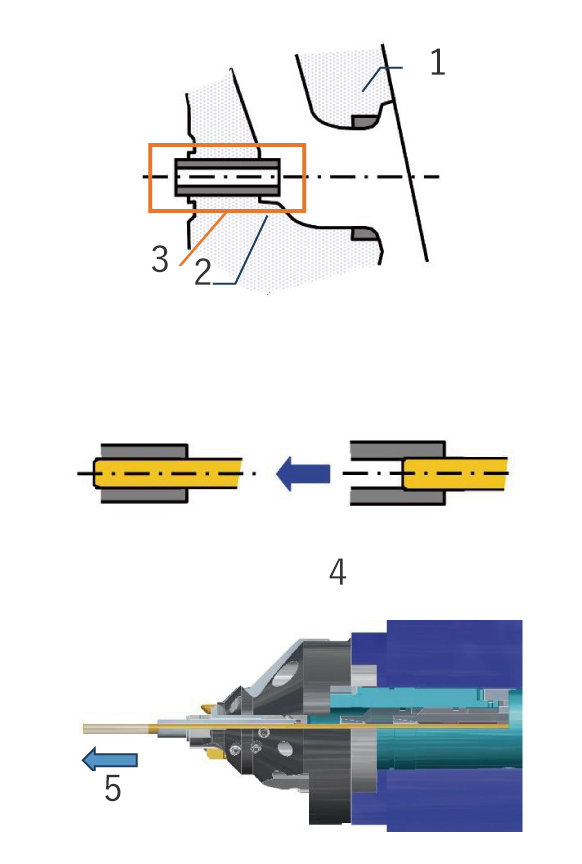
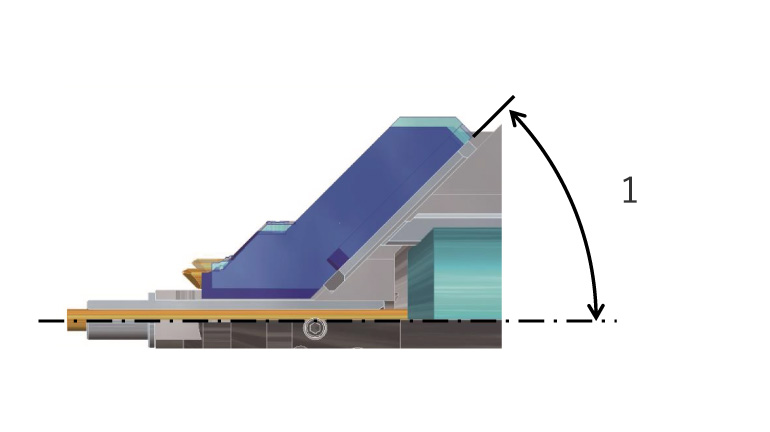
Posiada technologię produkcji umożliwiającą wytwarzanie kątów działania suwaka z dużą precyzją
1: Kąt działania suwaka
Przyczynianie się do „produkcji wielu produktów” i „poprawy produktywności”Dobry!
Dobry!
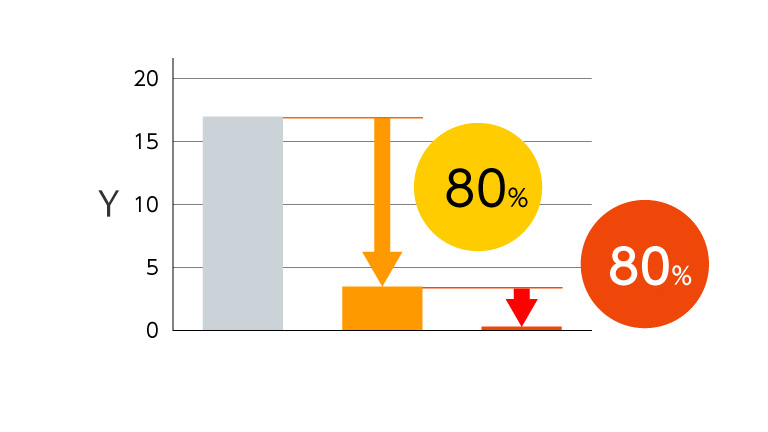
Opracowano specyfikacje szybkiej wymiany i specyfikacje ATC, aby skrócić czas wymiany narzędzi i usprawnić produkcję.
Specyfikacje montażu bezpośredniego
Specyfikacja sprzętu: Minimalna długość występu z wału głównego dedykowanej maszyny
Specyfikacja szybkiej zmiany
Specyfikacja sprzętu: Dedykowana maszyna
, którą można szybko wymienić
Specyfikacje ATC
Specyfikacja sprzętu: Centrum obróbcze
(z osią operacyjną)
Idealne do produkcji wieloproduktowej
Automatyczna wymiana narzędzi
80% zmniejszenie
(Y: Czas zmiany narzędzia (min), SZARY: Gunly Hata, POMARAŃCZOWY: Kontrola jakości, CZERWONY: ATC)
Koncepcja rozwoju/koncepcja produktu
„Aktualny stan i problemy”
Większość głowic do wykańczania zaworów zdolnych do obróbki poprzecznej jest produkowana za granicą, co powoduje problemy z cenami jednostek narzędzi, terminami dostaw i wsparciem posprzedażowym.
Co więcej, podczas ustawiania go na wrzecionie urządzenia , prace instalacyjne były skomplikowane , więc wymiana narzędzi wymagała czasu.
„Punkty rozwoju”
Jako producent narzędzi specjalnych , osiągnęliśmy krajową produkcję „ wykończeń zaworów typu poprzecznego ” , stosując doskonałą technologię produkcji i wysoce niezawodną produkcję . Ponadto, mając na celu zmniejszenie kosztów konserwacji poprzez wydłużenie żywotności trawersu, opracowaliśmy unikalny mechanizm trawersu.rozwójW miejscu produkcjikłopotyRozwiąż problemy.
Zastosowaliśmy technologię szybkiej wymiany elementów, wypracowaną podczas produkcji narzędzi, w wykańczaczu zaworów , przyczyniając się do poprawy urabialności podczas wymiany narzędzi.
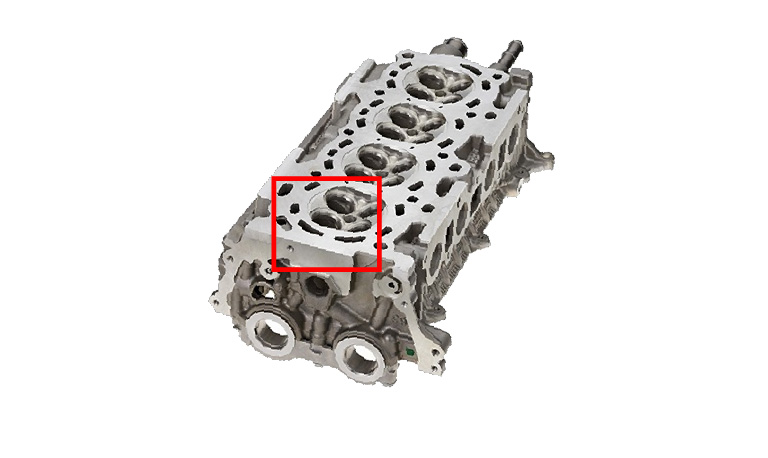
Przykład przetwarzania
Prace obróbcze
głowica cylindraotwór prowadzący zawór
Materiał roboczy
Spiekany metal
Narzędzia użyte
Rozwiertak węglikowy ø5,5 z 1 rowkiem
Warunki skrawania
Prędkość obrotowa: N=3500min -1
Prędkość skrawania: V=60m/min
Posuw: f=0,15mm/obr
Naddatek obróbczy
ø0,3 mm
Płyn chłodzący
smarowanie wewnętrzne
Prace obróbcze
głowica cylindragniazdo zaworu
Materiał roboczy
Spiekany metal
Narzędzia użyte
Wiertło węglikowe z lutowaniem
Warunki skrawania
Prędkość obrotowa: N=700min -1
Prędkość skrawania: V=70m/min
Posuw: f=0,05mm/obr