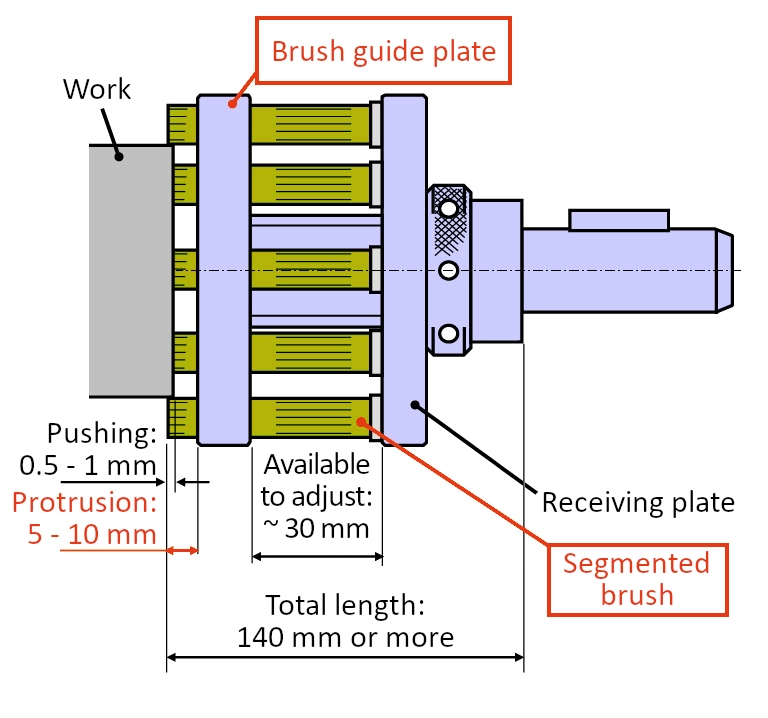
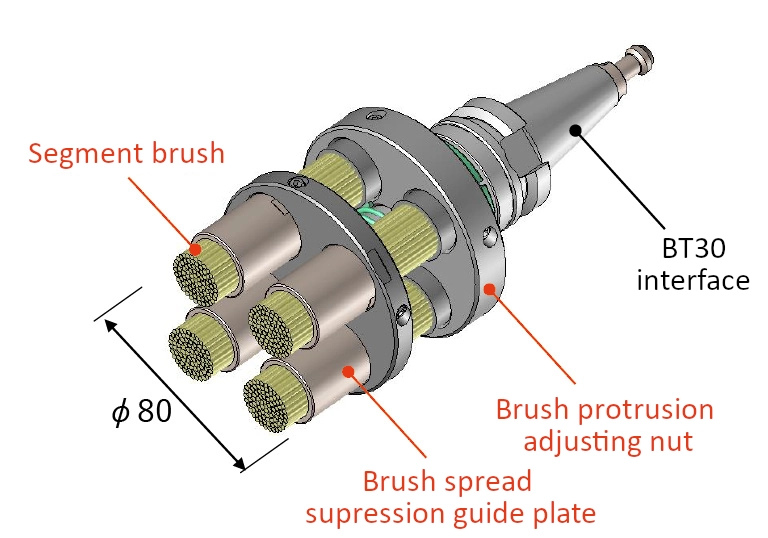
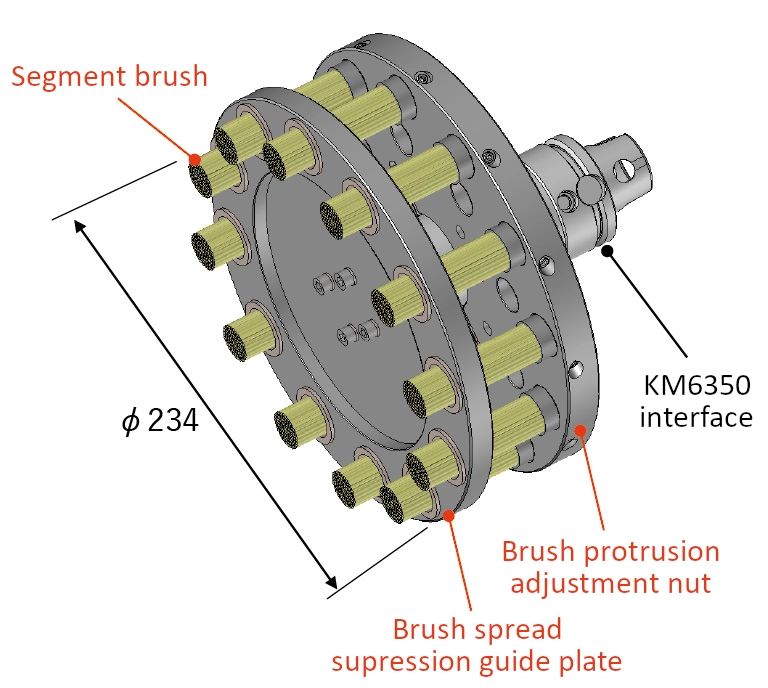
Segment type deburring holders use segmented brushes (nylon with abrasive grains, etc.) and a brush guide plate to prevent the brushes from spreading out, which maintains excellent firmness, resulting in high deburring performance.
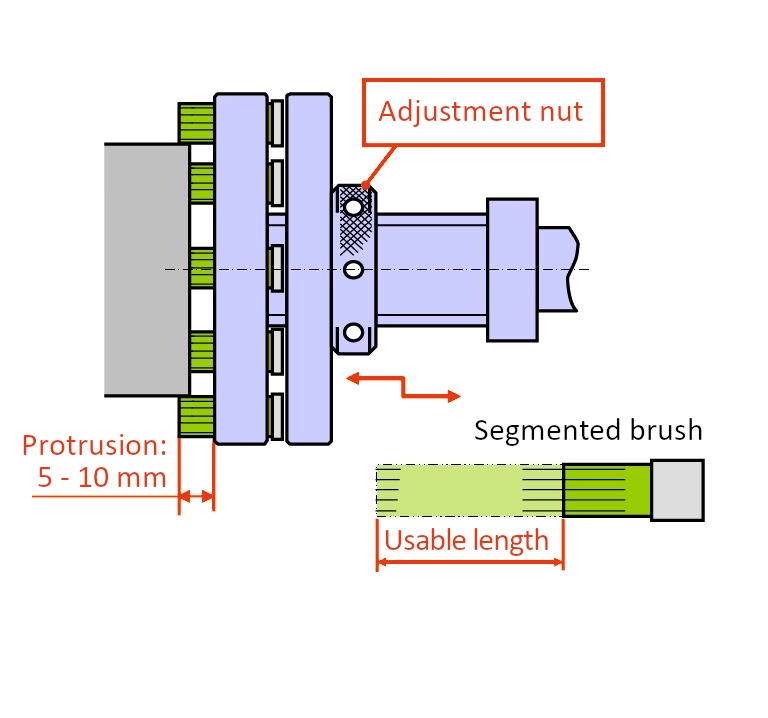
Furthermore, even if the brush wears out, the brush protrusion can be adjusted, allowing the brush to be used for a longer period of time, which contributes to “reduction of tooling cost” and “improvement of productivity” by eliminating the time and labor required to replace brushes.