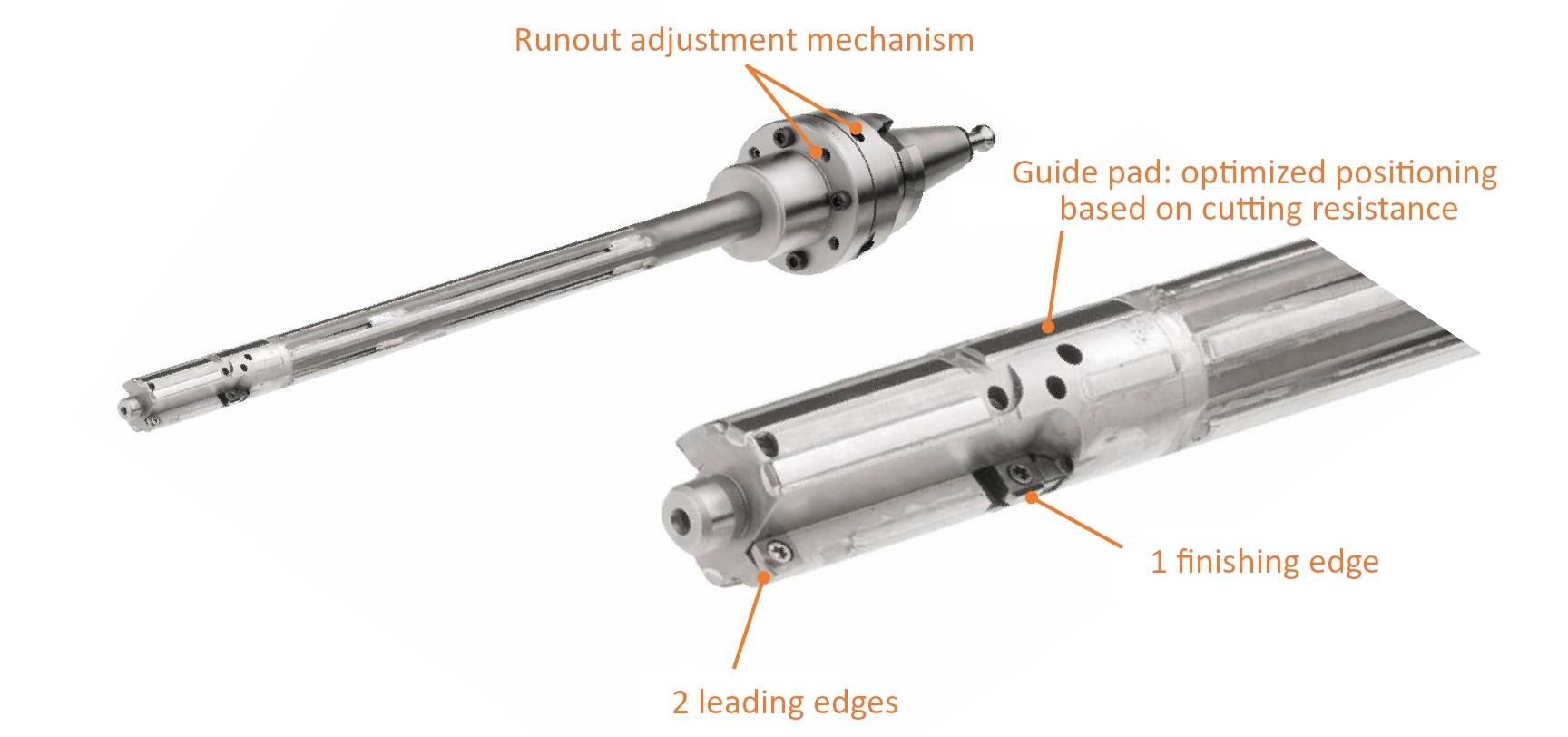


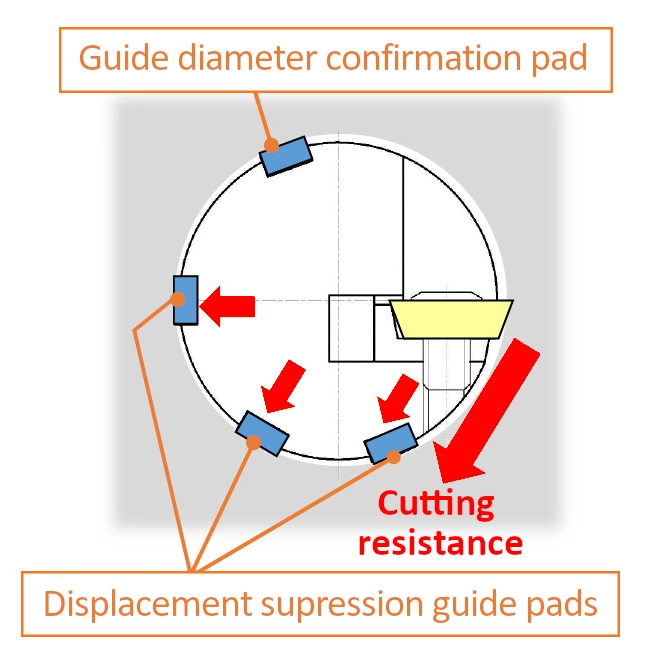
Cutting resistance build-up
↓
Guide pad supresses tool displacement
↓
Stable machining accuracy
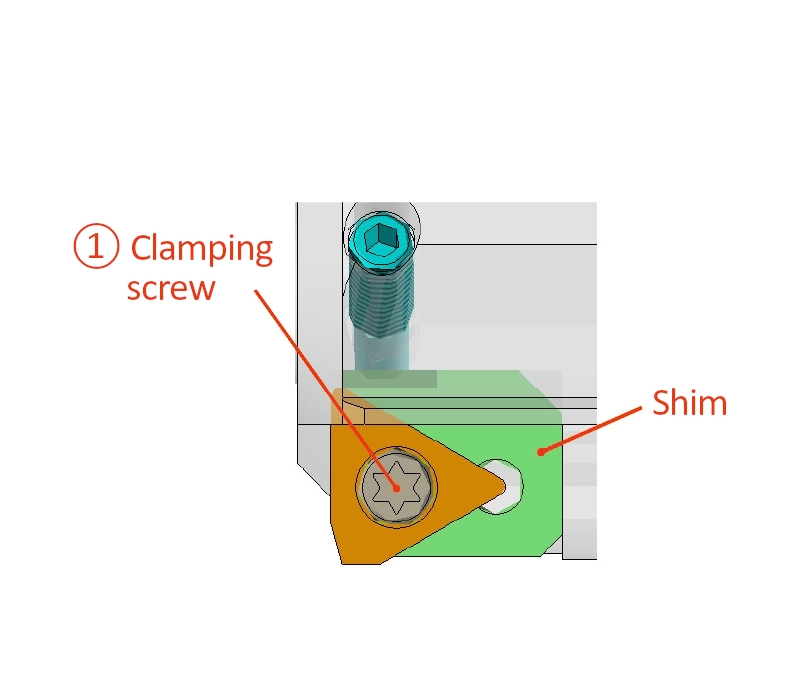
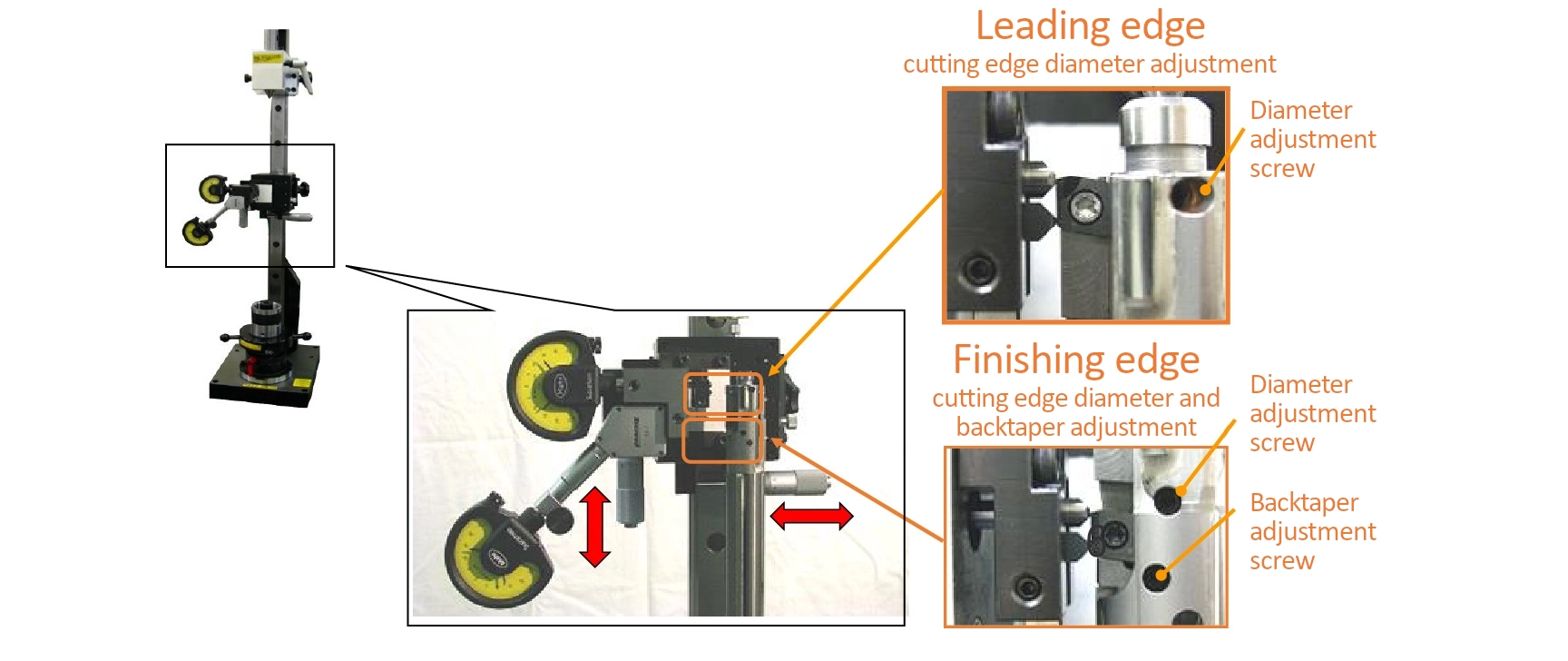
Adjustment method
① Fix the insert with the clamping screw
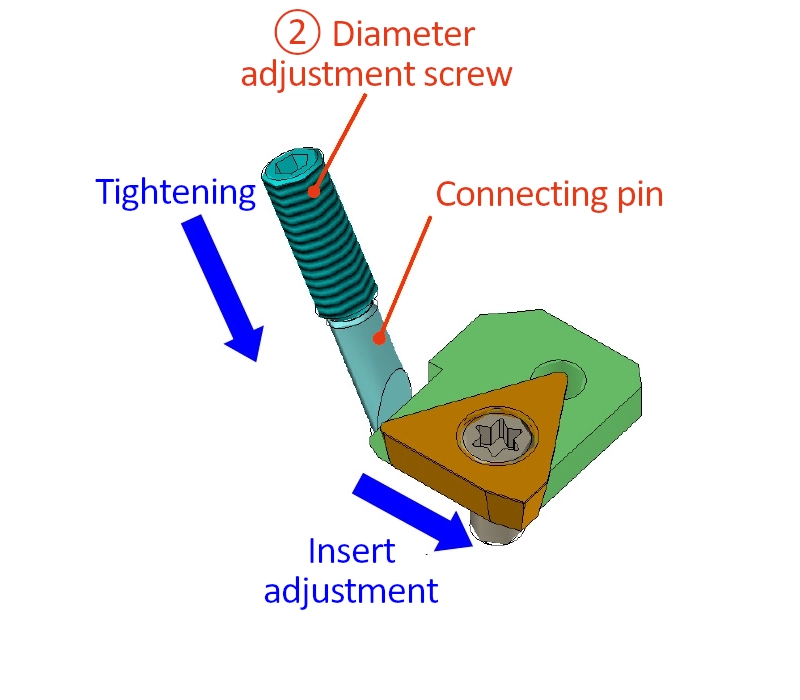
② Adjust the diameter with the diameter adjustment screw
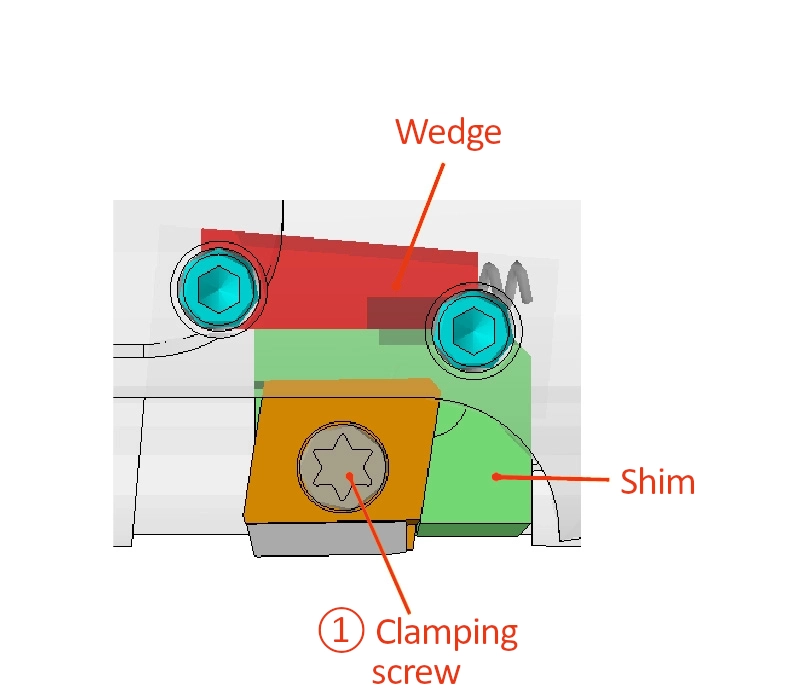
Adjustment method
① Fix the insert with the clamping screw
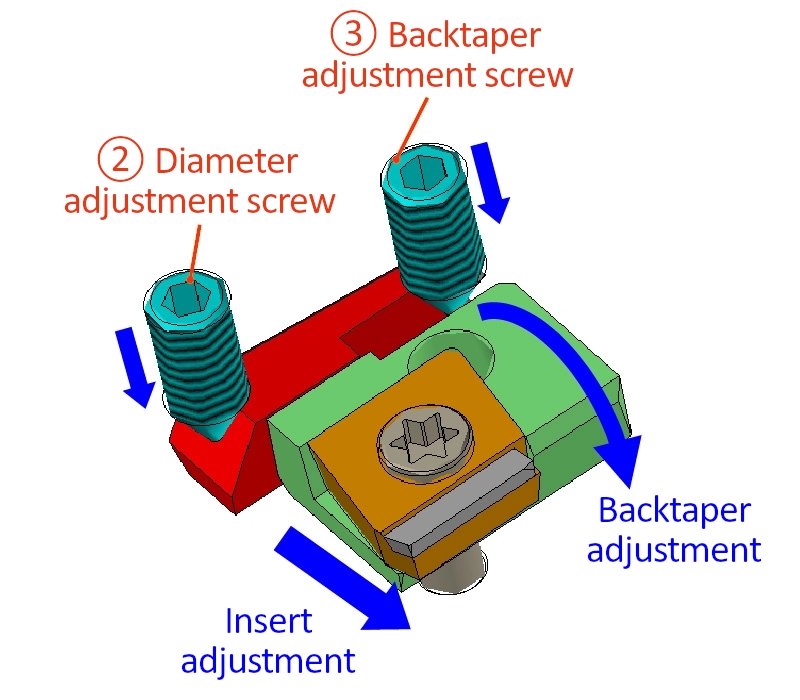
② Adjust diameter with the diameter adjustment screw
③ Adjust backtaper with the backtaper adjustment screw