
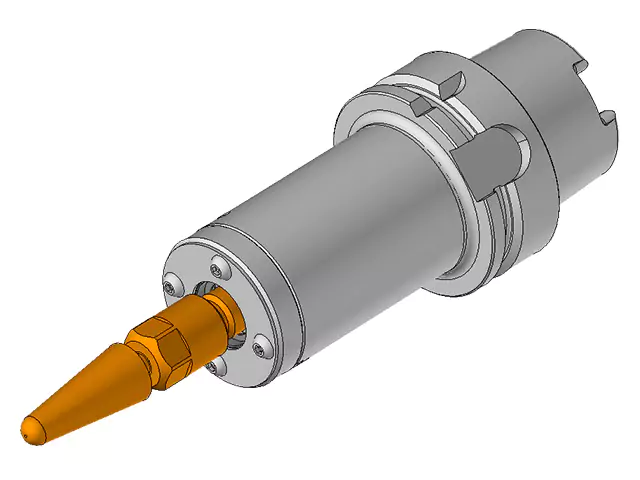

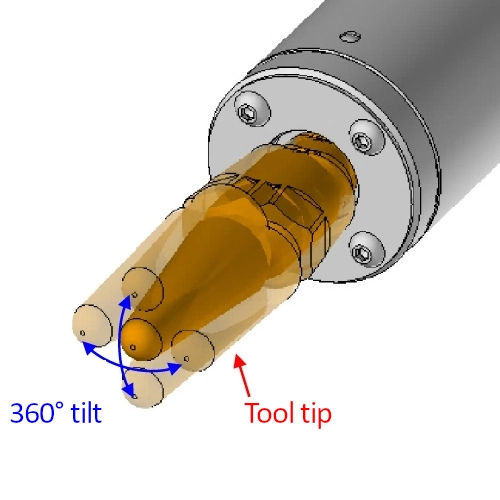
A tilt mechanism of approximately 4 mm on each side compensates for differences in workpiece dimensions. Available with various tool tips: rotating rod, grinding stone etc.
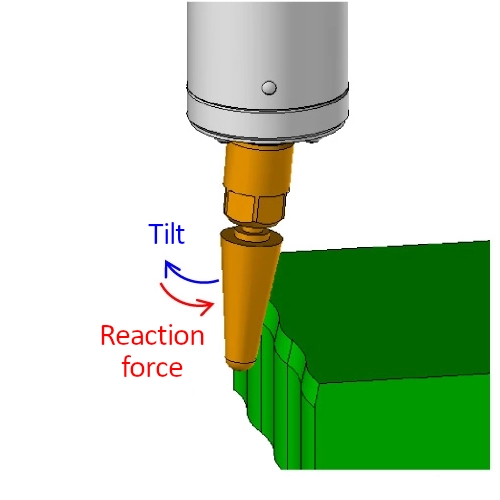
Removes burr, imitating the workpiece dimensions. Constant processing pressure due to reaction force.
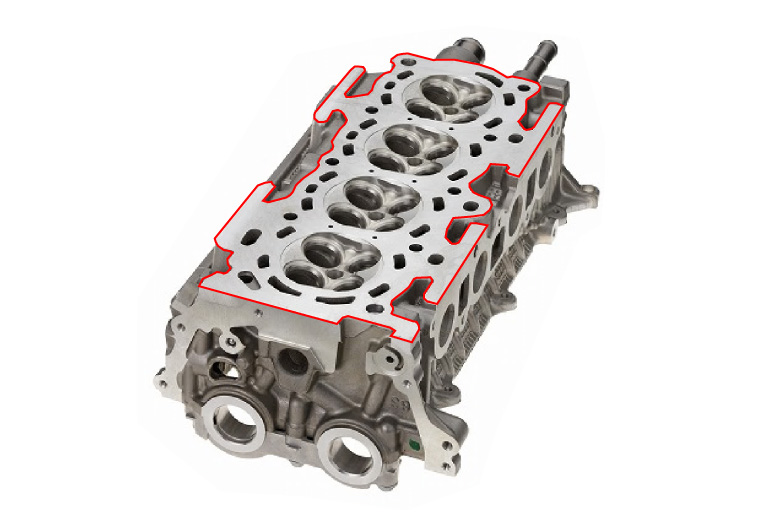
Cylinder head