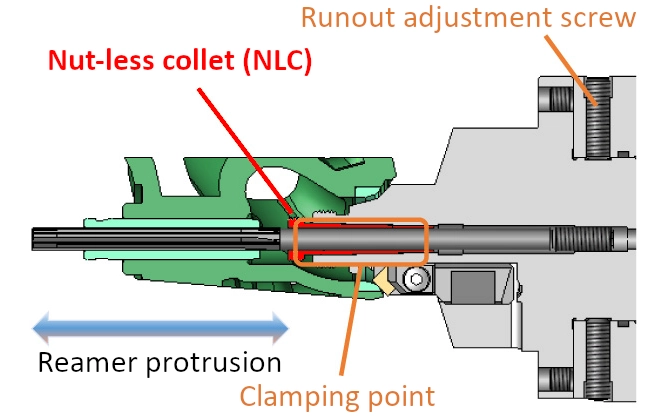
Plunge-cut valve finishers are available in two types of reamer holding mechanisms: “NLC (Nut-less Collet)” and “Side Lock”. The NLC type eliminates the clamp nut required for a conventional collet chuck, thereby slimming down the holder body and avoiding interference with the workpiece, making it possible to minimize the amount of reamer protrusion with good accessibility to the workpiece. The reamer’s runout can also be adjusted to obtain stable machining accuracy of the valve guide hole.
Two types of reamer holding mechanisms
Good!
Nut-less collet (NLC) type
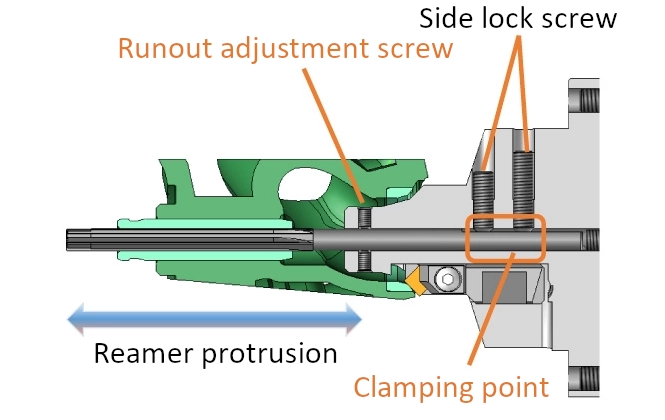
Side lock type
Structure
Reamer runout accuracy
◎
◎
Reamer protrusion
◎
○
Usability
○
○
Price
○
◎
Legend: ○ Good ◎ Best
This is the point!
NLC type has the shortest reamer protrusion
Excellent!
Conventional product
Nut-less collet (NLC) type
This is the point!
NLC type special collet removal/installation method
Excellent!
Dedicated two-side detachable wrench
Usage on the machine
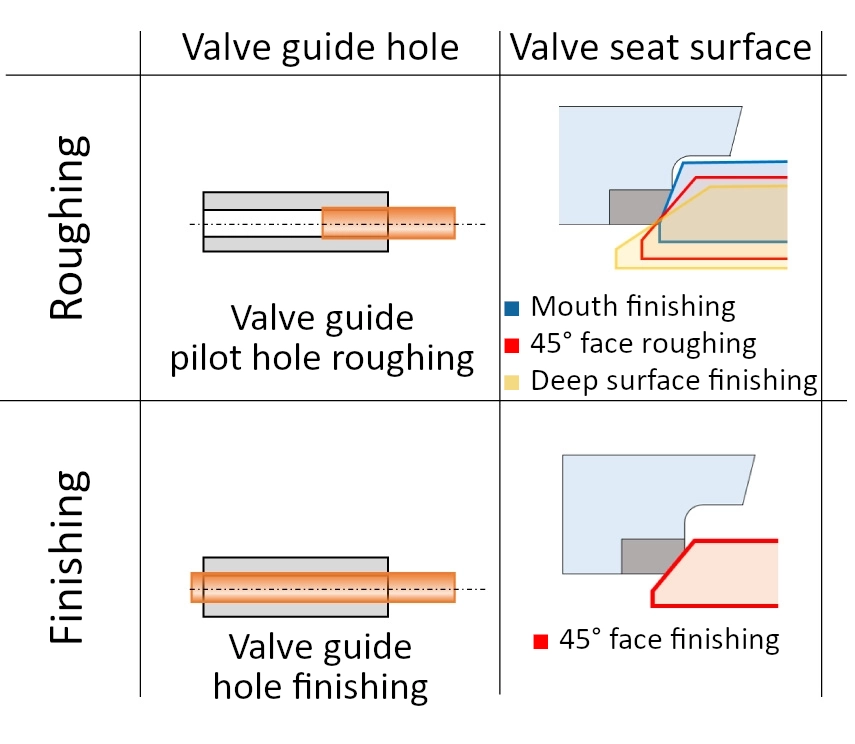
Process engineering
1st process (roughing): pilot hole + valve seat mouth surface machining 2nd process (finishing): valve guide hole finishing + valve seat 45° face finishing
Development / product concept
“Current status and challenges”
The machining of valve seat surfaces and valve guide holes in heads with high accuracy requirements has shifted from traverse machining on dedicated machines to plunge machining on machining centers in order to reduce investment, but the machining accuracy was not stable.
“Development points”
In plunge-cut type holders, the NLC type eliminates the clamping nut for the reamer with our unique technology.
For the side lock type, the run-out adjustment mechanism of the reamer has been downsized to achieve a slimmer holder.
This avoids interference with the workpiece and realizes the shortest reamer protrusion and enables stable plunge-type high-precision machining and contributes to investment reduction.
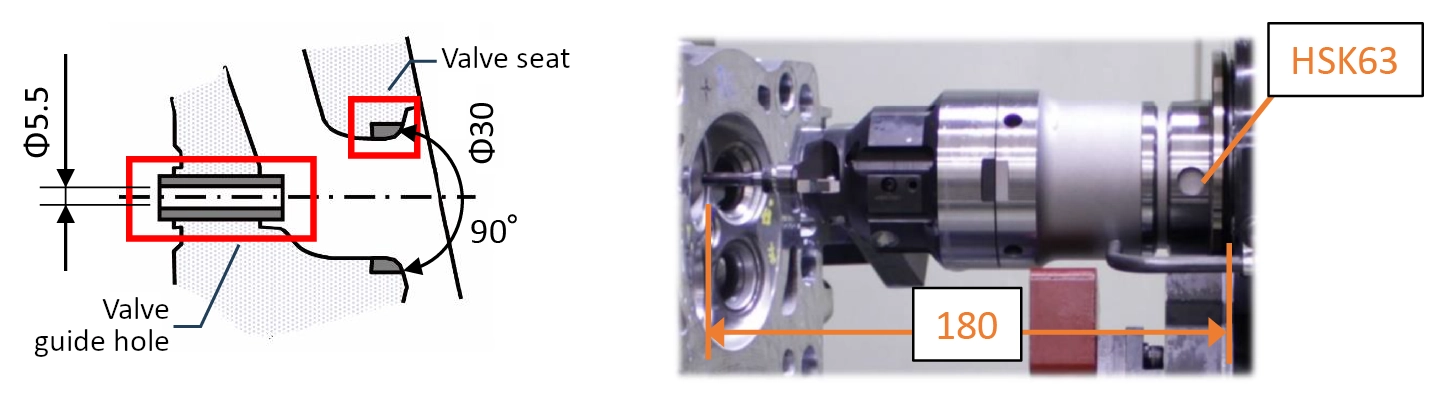
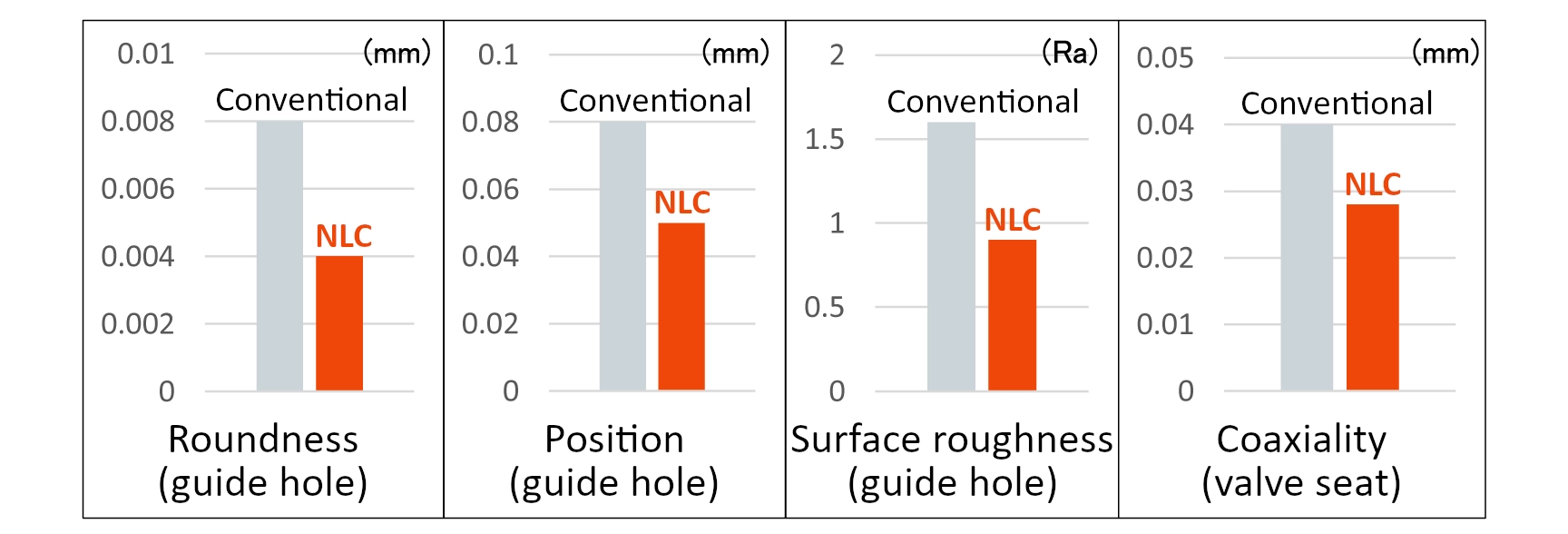
Processing example
NLC type
Machining work
Cylinder head / valve guide hole
Cylinder head / valve seat
Work material
Sintered metal
Tools used
Plunge cut valve finisher 6-flute carbide reamer
Plunge cut valve finisher Carbide bite
Cutting conditions
Roughing
Finishing
Spindle speed: n = 4600 min-1 Cutting speed: Vc = 80 m/min Feed: f = 0.3 mm/rev
Spindle speed: n = 1600 min-1 Cutting speed: Vc = 150 m/min Feed: f = 0.13 mm/rev
Spindle speed: n = 4600min-1 Cutting speed: Vc = 80 m/min Feed: f = 0.3 mm/rev
Spindle speed: n = 1600 min-1 Cutting speed: Vc = 150 m/min Feed: f = 0.1 mm/rev