„Jestem taki szczęśliwy i niesamowity!”
── Jestem taki szczęśliwy! niesamowity! Przedstawiamy pomysły i technologie ──
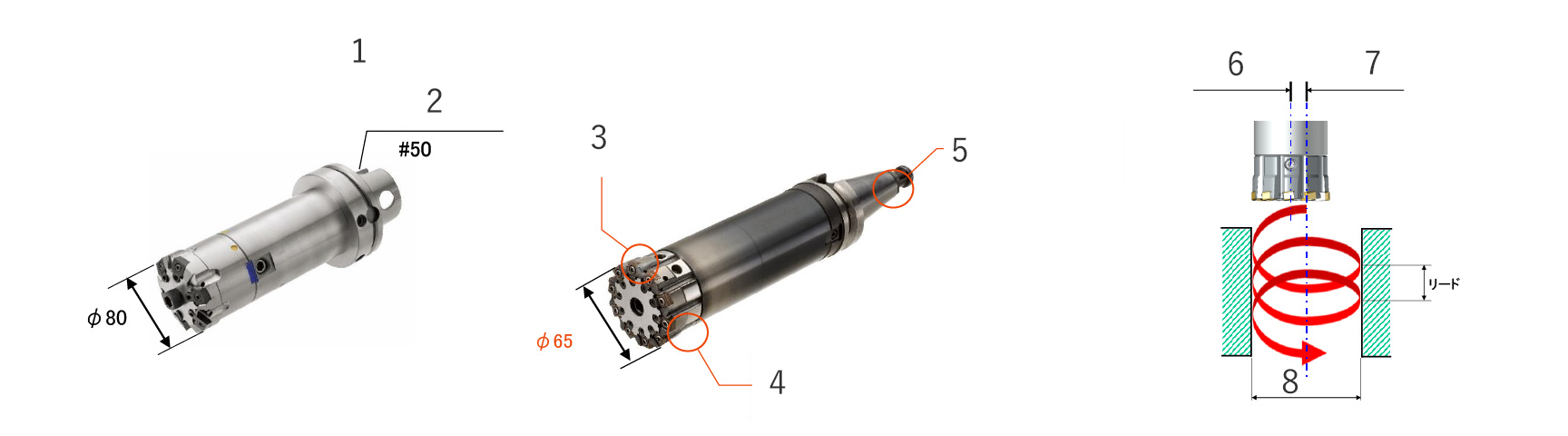
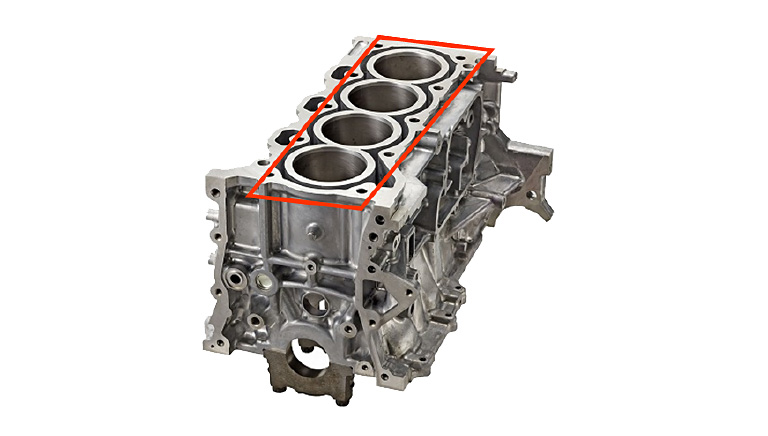
Jedno narzędzie do cięcia w kształcie litery D może obsługiwać różne średnice otworów w procesie obróbki śrubowej.
Umożliwia obróbkę z dużą prędkością przy użyciu optymalnego materiału krawędzi skrawającej. Specyfikacja wielu ostrzy i unikalny mechanizm regulacji ugięcia ostrza umożliwiają obróbkę przy niskich oporach.
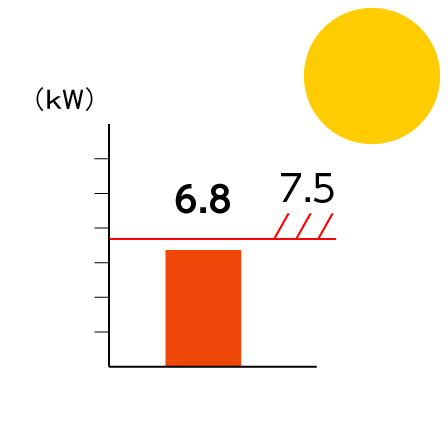
Ponieważ obciążenie wrzeciona jest zmniejszone, możliwe jest zmniejszenie rozmiaru wrzeciona (z konwencjonalnej obrabiarki zgrubnej nr 50 do nr 40!).
O to chodzi!
Ujednolicenie narzędzi dzięki obróbce śrubowej
1: Konwencjonalne przetwarzanie (nudny proces)
2: Interfejs nr
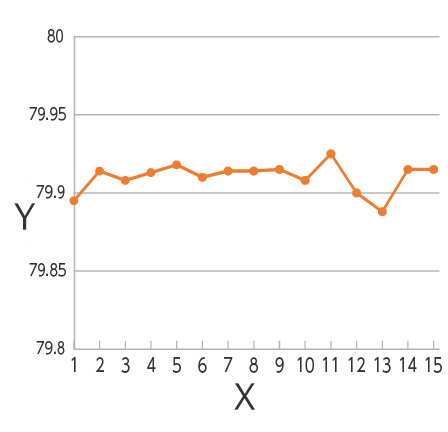
3: Stabilna dokładność obróbki z regulacją bicia ostrza
4: Wysokowydajna obróbka przy użyciu wielu ostrzy
5: Interfejs nr 40
6: Skupiony na narzędziach
7: Skoncentrowany na pracy
8: Średnica robocza
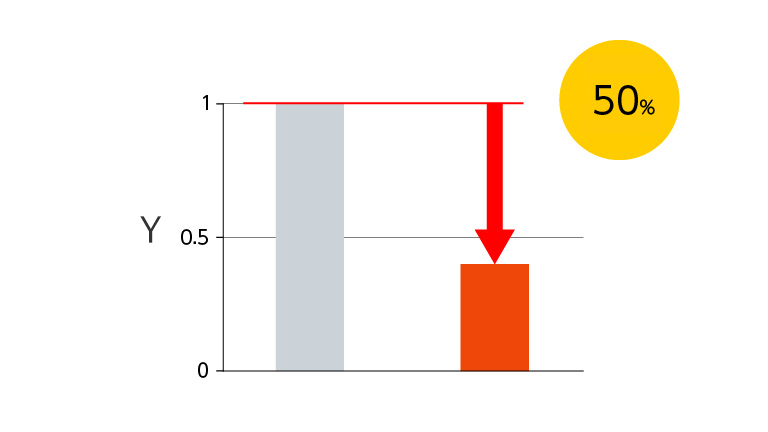
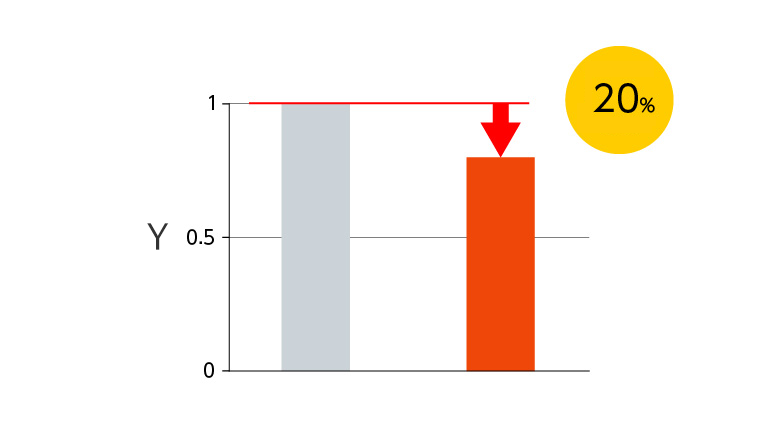
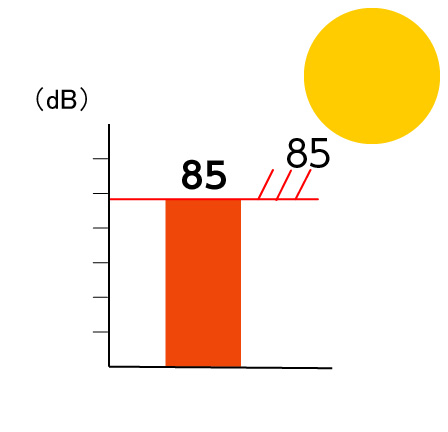
Redukcja siły skrawania (momentu obrotowego)
(Y: Gdy przetwarzanie konwencjonalne jest ustawione na 1, SZARY: Nudna obróbka; CZERWONY: Obróbka spiralna )
(Y: Gdy przetwarzanie konwencjonalne jest ustawione na 1, SZARY: Nudna obróbka; CZERWONY: Obróbka spiralna )
Koncepcja rozwoju/koncepcja produktu
„Aktualny stan i problemy”
- W zakładach produkcyjnych rośnie zapotrzebowanie na produkcję wieloproduktową.
- Aby jednak uwzględnić różne średnice każdego przedmiotu obrabianego, wymagane są narzędzia dopasowane do każdej średnicy otworu, co zwiększa nowe inwestycje w sprzęt i narzędzia.
„Punkty rozwoju”
- „Narzędzie D-cut” wykorzystuje obróbkę śrubową, umożliwiając obróbkę szerokiej gamy detali i zmniejszając liczbę narzędzi.
- Co więcej, unikalny, specjalny mechanizm regulacji krawędzi skrawającej i bicia ostrza umożliwia obróbkę przy niskich oporach, co skutkuje „redukcją kosztów” i „zmniejszeniem rozmiaru sprzętu”.