„Jestem taki szczęśliwy i niesamowity!”
── Jestem taki szczęśliwy! niesamowity! Przedstawiamy pomysły i technologie ──
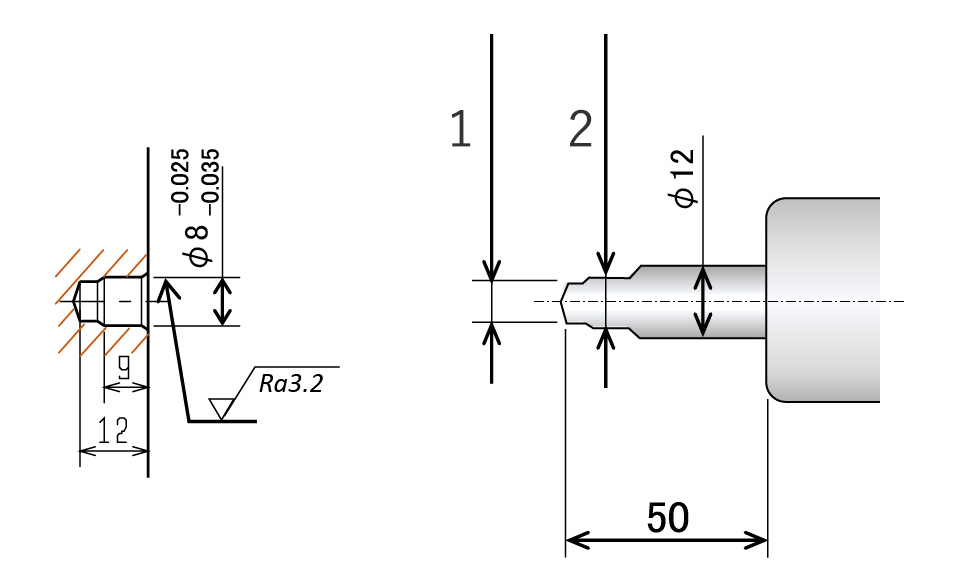
Wiertło BJGF składa się z ostrza wiertła i 4 wypolerowanych ostrzy rozwiertaka.
Wysoka sztywność i wieloostrzowe ostrza rozwiertaka zapewniają „wysoką precyzyjną obróbkę”. Doprowadzanie chłodziwa strumieniem wstecznym zapewnia doskonałą wydajność chłodzenia i odprowadzanie wiórów, co zapewnia „doskonałą chropowatość powierzchni”, a wielowarstwowa powłoka zapewnia „długą żywotność”. Dzięki temu jest to możliwe aby zakończyć odlewanie detali za jednym razem.
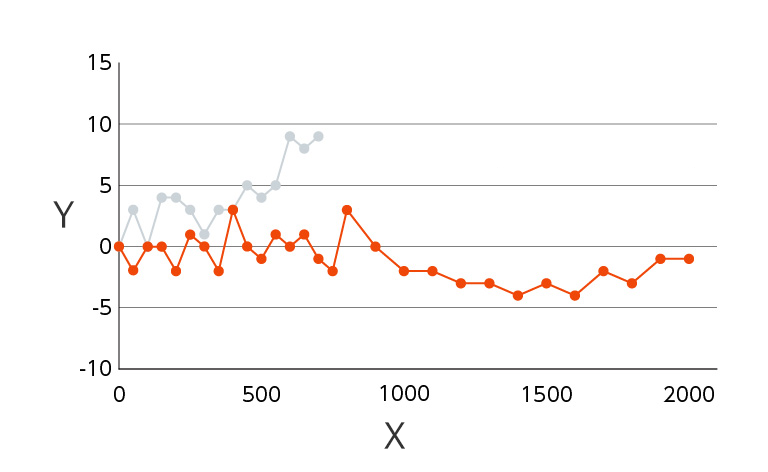
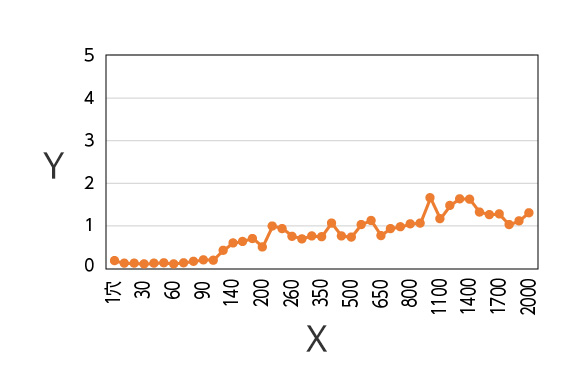
Dokładność średnicy otworu klasy IT8Dobry!
Oś Y: (μm) Rozszerzalność
Oś X:Liczba obróbek (otworów) [Warunki przetwarzania] FC250
ø8 V50 f0.1
SZARY: Produkt konwencjonalny CZERWONY: Wiertarka BJGF
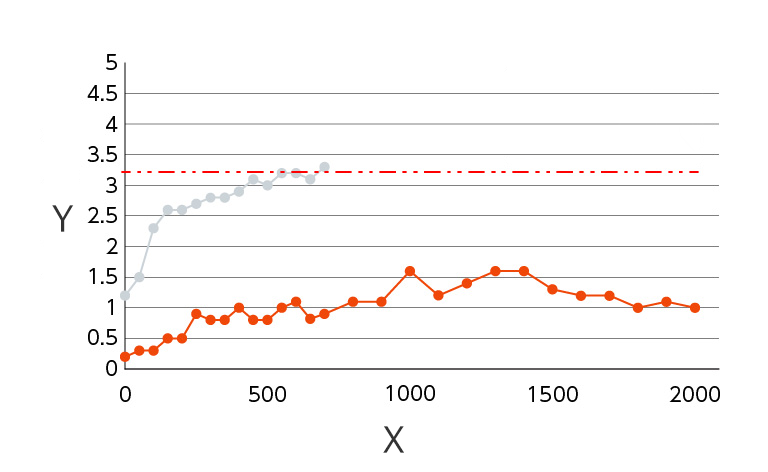
Doskonała chropowatość powierzchni
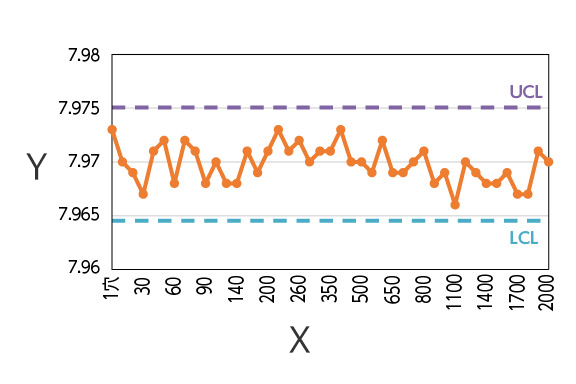
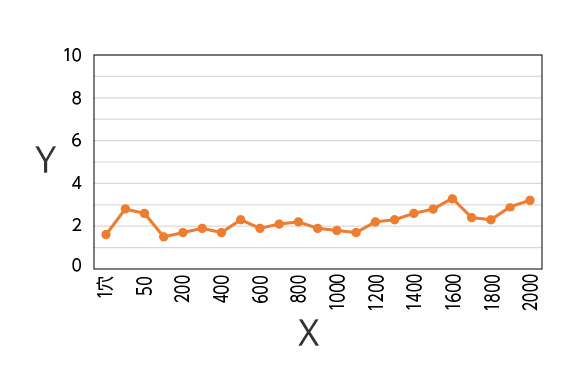
Oś Y: Ra(um) szorstka powierzchnia CZERWONY: Standard: Ra3.2
Oś X: Otwór (obróbka) [Warunki przetwarzania] FC250
¢8 V50 f0.1
SZARY: Produkt konwencjonalny CZERWONY: Wiertarka BJGF
O to chodzi!
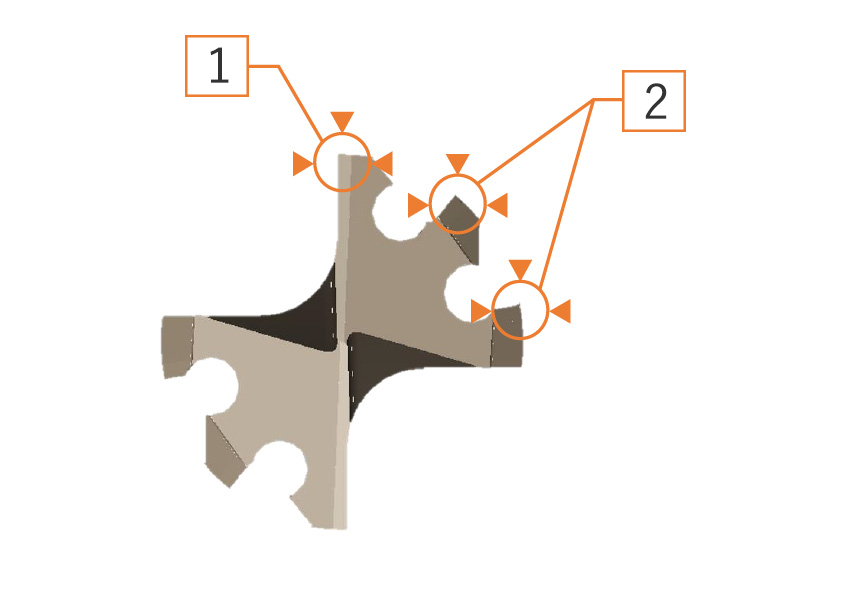
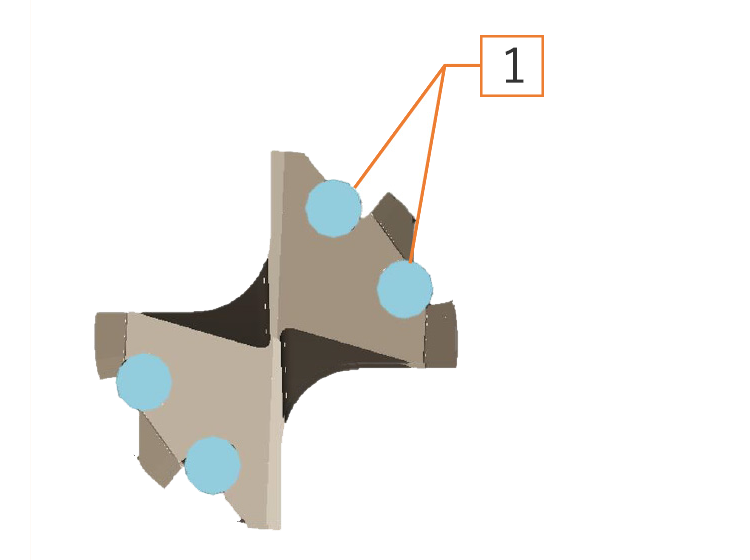
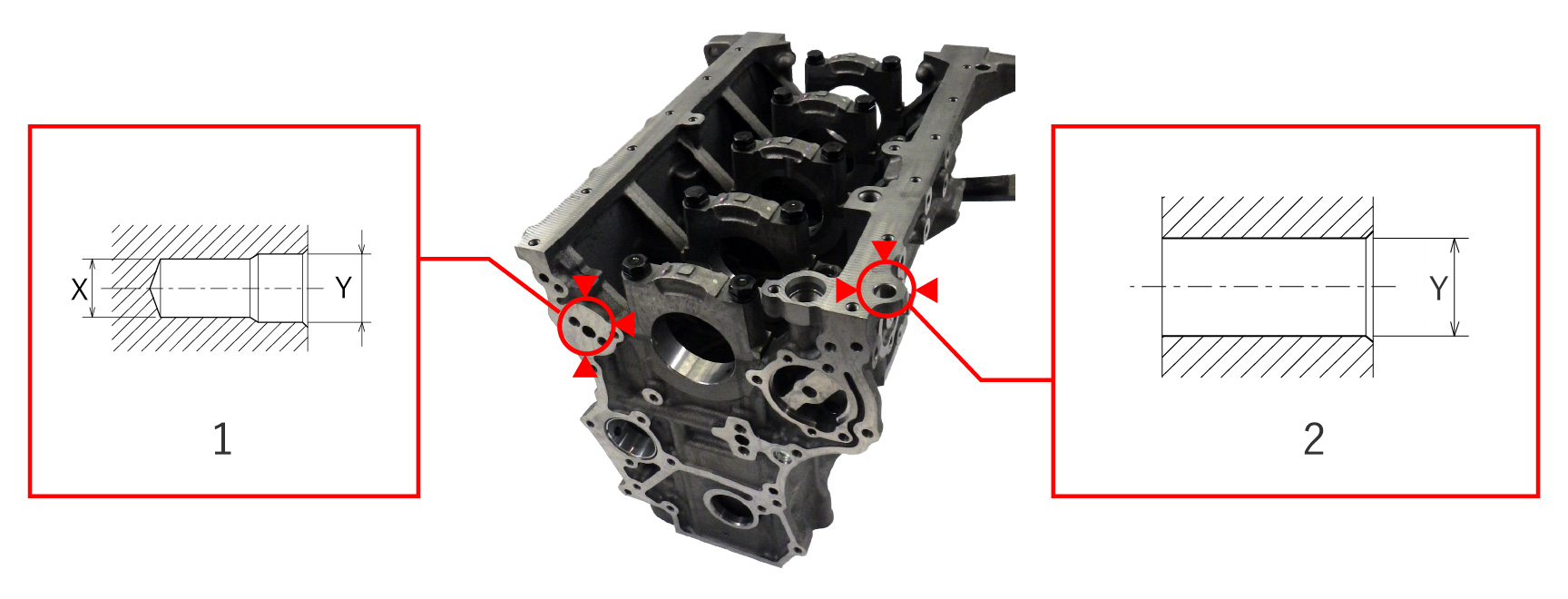
Podział roli ostrza ze względu na funkcję
1: Ostrze straszne
2: Specjalne ostrze rozwiertaka
Koncepcja rozwoju/koncepcja produktu
„Aktualny stan i problemy”
- Aby poprawić produktywność obróbki części żeliwnych, opracowano wiertło do obróbki jednostkowej, jednak pojawił się problem polegający na tym, że na ostrzu rozwiertaka tworzył się narost, uniemożliwiający uzyskanie chropowatości powierzchni do obróbki wykańczającej.
„Punkty rozwoju”
- Dzięki zastosowaniu specyfikacji strumienia zwrotnego chłodziwa poprawiono chłodzenie krawędzi skrawającej i odprowadzanie wiórów.
Narost na ostrzu rozwiertaka jest tłumiony, co zapewnia doskonałą chropowatość wykończonej powierzchni.
Co więcej, zastosowanie wielowarstwowej powłoki w przypadku materiałów o wysokiej twardości pozwala na ograniczenie zużycia krawędzi skrawającej i osiągnięcie długiej żywotności.