„Jestem taki szczęśliwy i niesamowity!”
── Jestem taki szczęśliwy! niesamowity! Przedstawiamy pomysły i technologie ──
Uchwyt G-one składa się z wielu szorstkich krawędzi i wykończeń.
Dzieląc role dla każdej funkcji krawędzi skrawającej, stosując pojedyncze ostrze do wykańczania i stosując standardową płytkę, w porównaniu do konwencjonalnych produktów,
udało nam się skrócić czas wiązania bez konieczności polegania na wykwalifikowanych pracownikach.
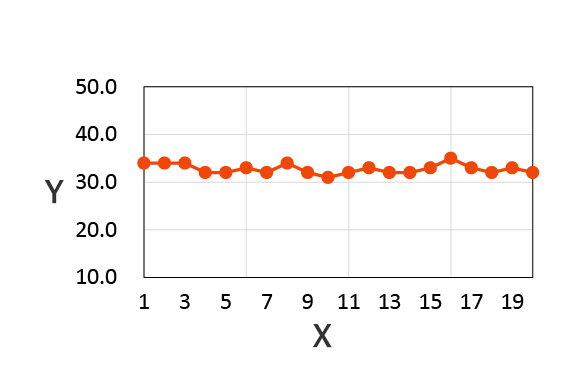
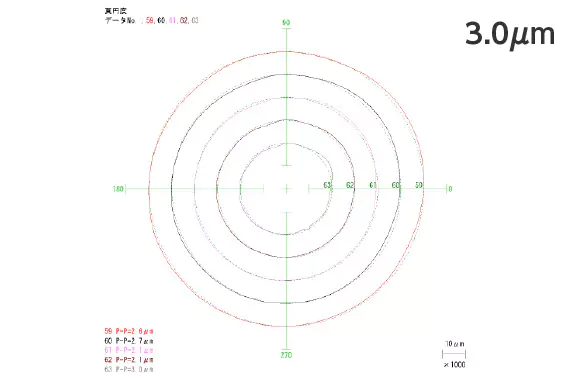
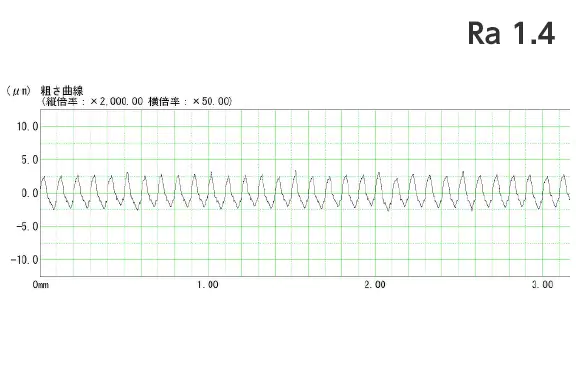
Osiągamy „wysoką produktywność”, „wysoką precyzję obróbki” i „obniżone koszty”.
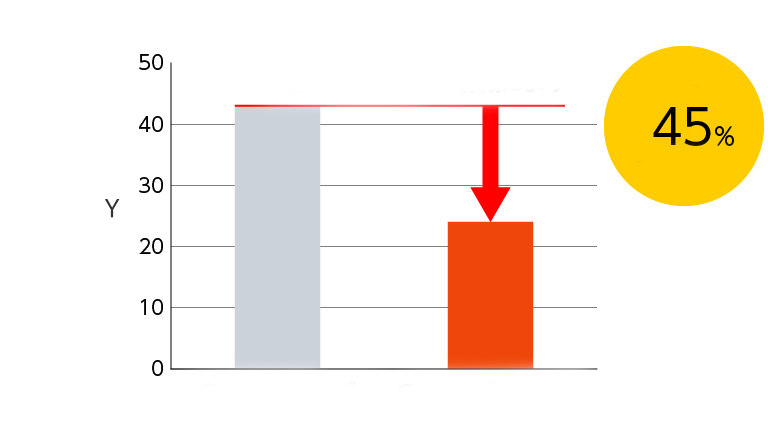
Skrócony czas konfiguracji
(Y: Minuty Math Gunitesse, SZARY: Bezpośrednie przywiązanie, CZERWONY: kręgle G-one)
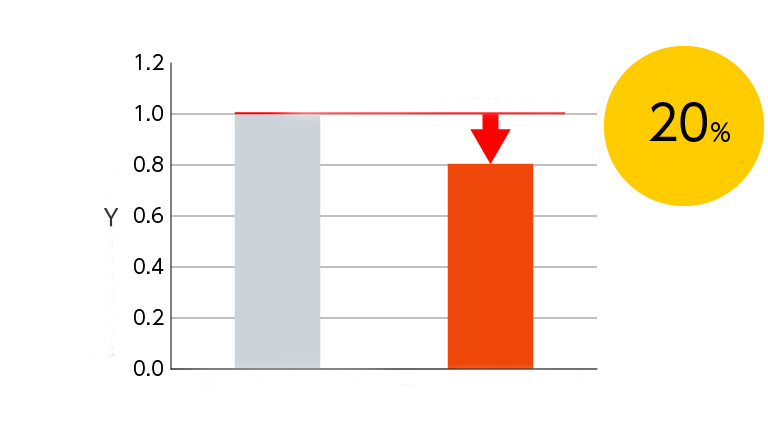
(Y: Koszt narzędzia (gdy narzędzie konwencjonalne jest ustawione na 1,0), SZARY: Wytaczanie wieloostrzowe, CZERWONY: Kręgielnia G-one)
O to chodzi!
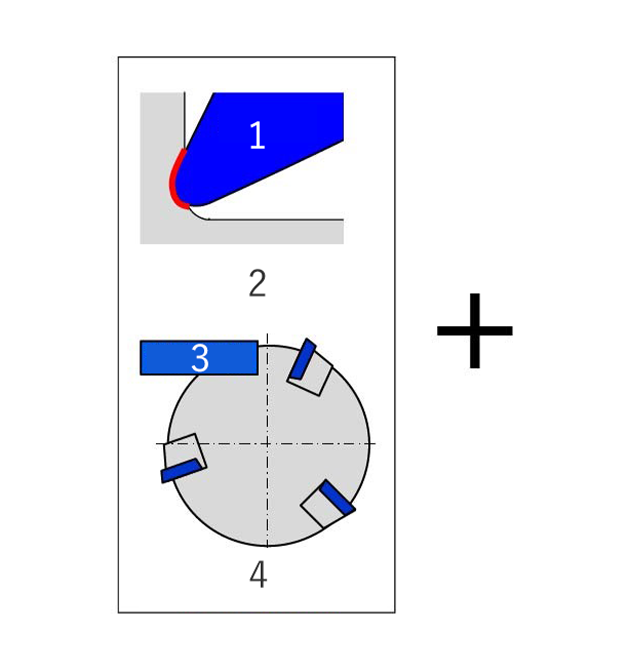
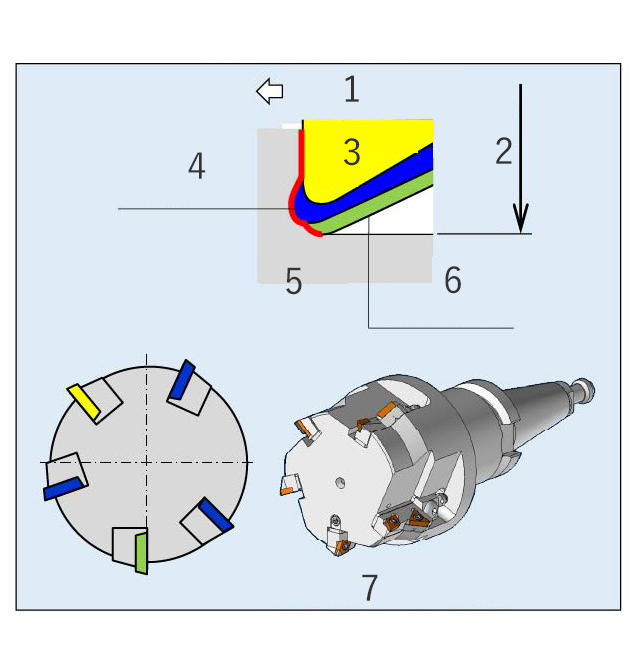
Podział roli ostrza ze względu na funkcję
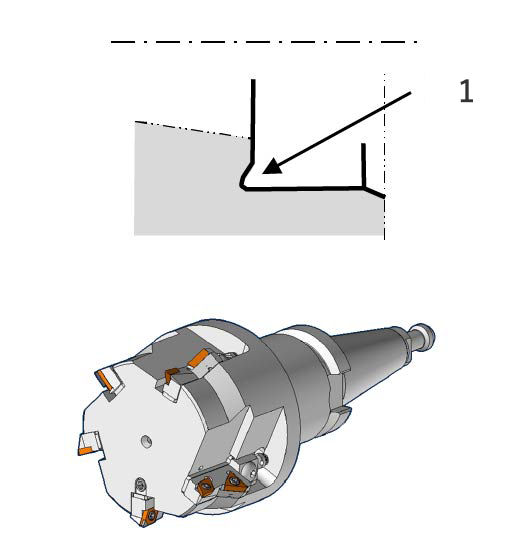
Funkcja zgrubna
1: Ostrze węglikowe
2: Obróbka zgrubna
(Obróbka wydrążonej części)
3: 3 ostrza szorstkie
4: Cięcie równoważące
Kompatybilny z wysokimi opłatami
Dal Ho G-one
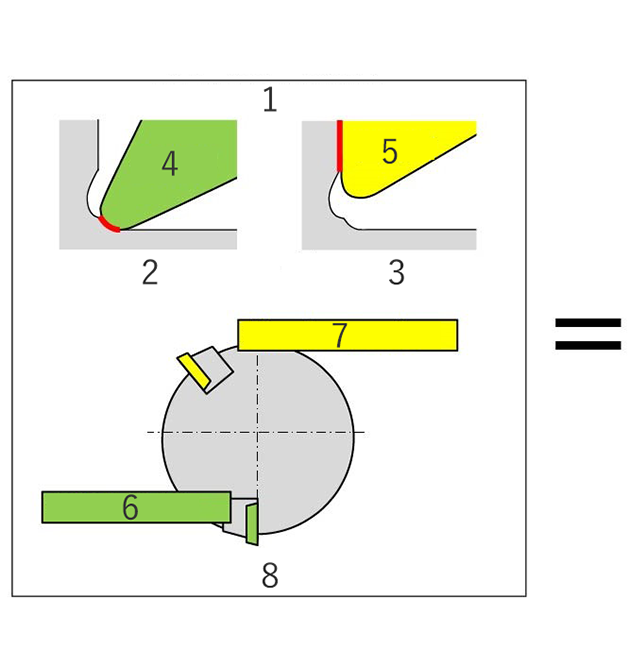
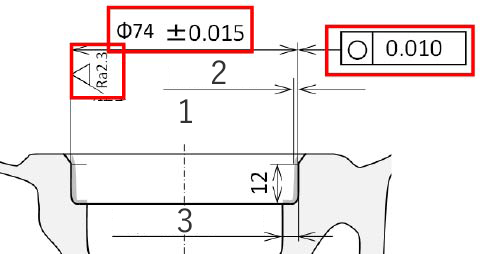
1: Użycie podzielnicy do czoła/średnicy
2: Średnica gotowej części
3: Wykończenie tylko na powierzchni końcowej
4: Ostrze yaida
5: Diamentowe ostrze; Ostrze wykańczające o średnicy 6:1; 7: 1 ostrze do wykańczania krawędzi; 8: Pojedyncze ostrze, nie jest wymagane zarządzanie biciem
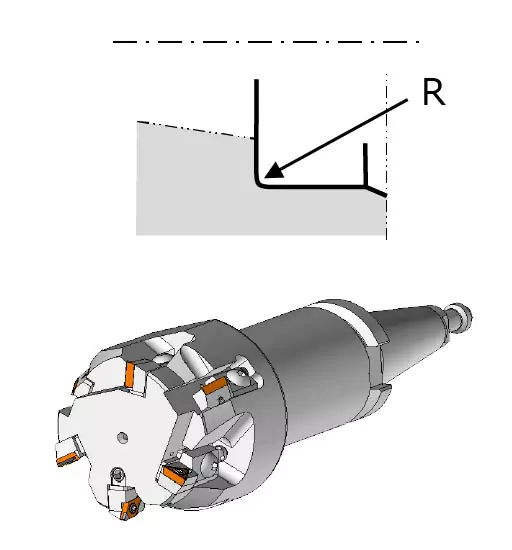
Funkcja wykańczania
1: Kierunek do przodu Darho
2: (Średnica otworu Kuwa Φ)
3: Wykańczająca tarcza diamentowa
1 arkusz
4: Szorstkie 3 ostrza z węglików spiekanych
5: Kuwa ; 6: wykończenie 1 tarczy diamentowej; 7: Standard użytkowania
Koncepcja rozwoju/koncepcja produktu
„Stan obecny i wyzwania”
- W precyzyjnej obróbce otworów w aluminiowych przedmiotach wprowadzono „jednorazową obróbkę” otworu w materiale przy użyciu narzędzi wieloostrzowych, mając na celu wydłużenie czasu cyklu poprzez redukcję etapów w stosunku do konwencjonalnej obróbki zgrubnej i wykańczającej.
- Jednakże w zakładach produkcyjnych istnieje potrzeba zajęcia się nowymi problemami, takimi jak długi czas ustawiania krawędzi skrawającej ze względu na użycie wielu ostrzy, niestabilna dokładność obróbki ze względu na bicie ostrza oraz wysoki koszt specjalnych płytek.
„Punkty rozwoju”
- „Uchwyt G-one” rozwiązuje te problemy poprzez połączenie wielu krawędzi skrawających o różnych rolach i właściwościach w jeden uchwyt, a także pozwala uzyskać wysoką precyzję, wysoką wydajność i niski koszt porównywalny z obróbką konwencjonalną.