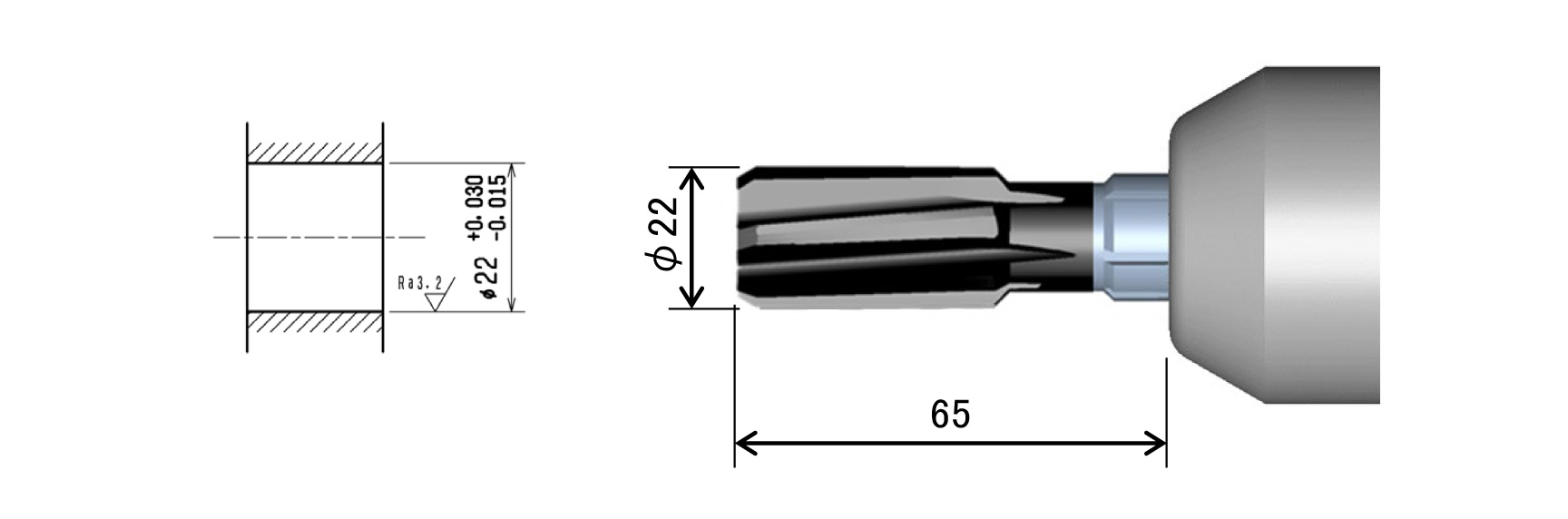
Shank-groove GHI reamers have a coolant groove on the shank periphery, which contributes to lower tool cost by using inexpensive standard materials.
The shank-groove GHI reamer can supply sufficient coolant to each cutting edge and maintain the same machining condition even after resharpening.
The left-hand spiral suppresses coolant dispersion when the rotation speed is increased and improves chip evacuation to the front side.