The GP drill series uses PCD as the cutting edge material. It has high welding resistance against aluminium and enables stable machining accuracy even in one-shot machining. Our line-up includes a 2-edge GP drill for solid hole drilling and a 3-edge GPT drill for cast hole drilling. By using the GP Drill Series, you can reduce machining time and tool costs in processes that traditionally require two steps.
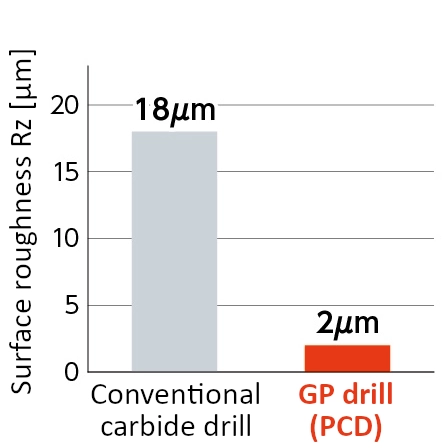
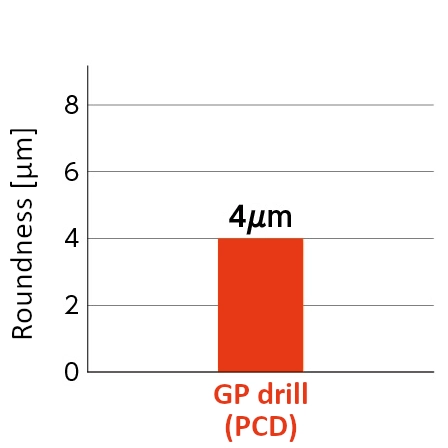
High precision machining with diamond edges
Good!
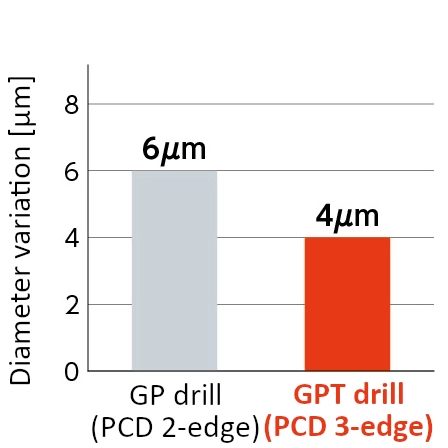
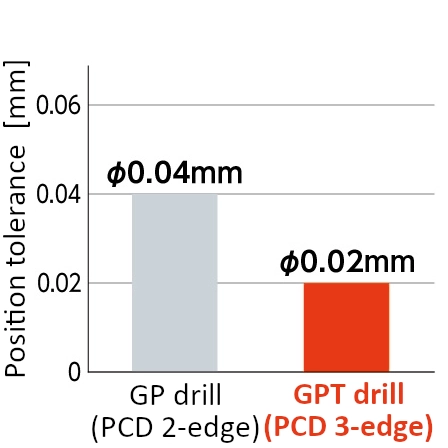
Hole diameter variation
Reduced processing time
Good!
Processing time
Cost reduction
Good!
Cutting tool cost
This is the point!
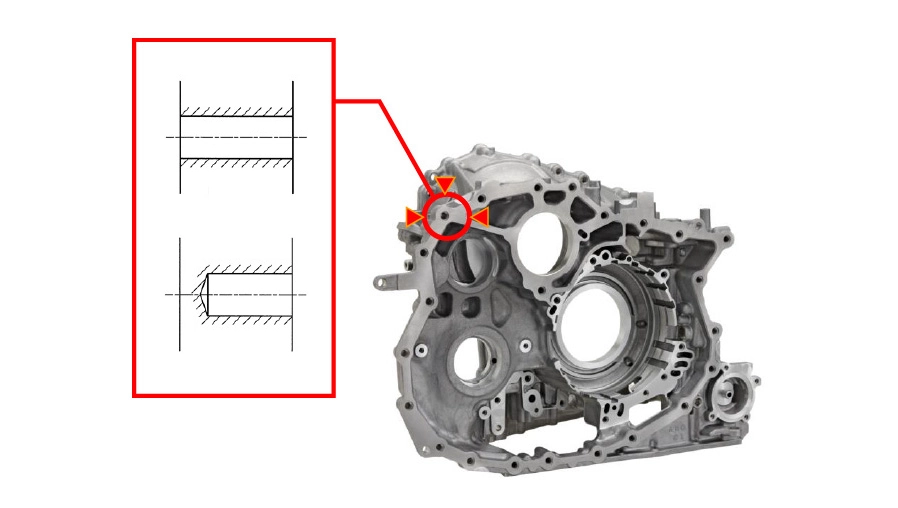
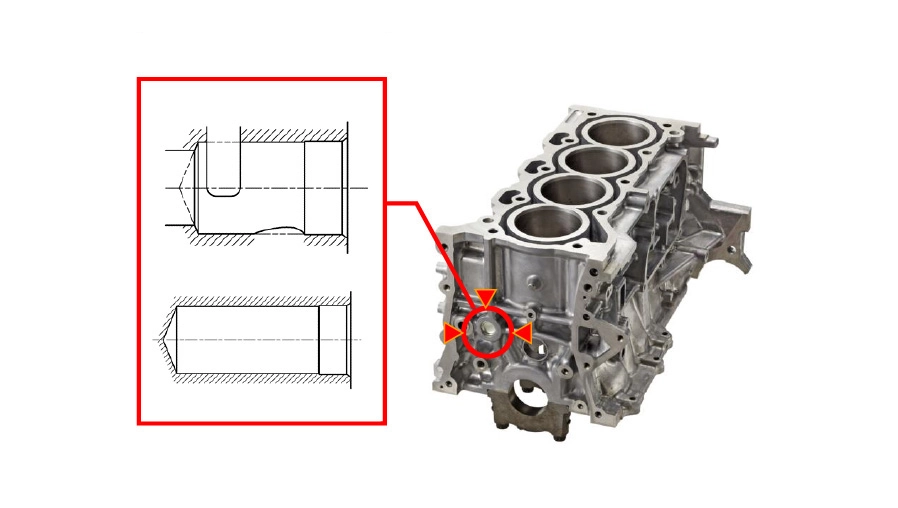
Different number of cutting edges for solid holes or casted hole drilling
Excellent!
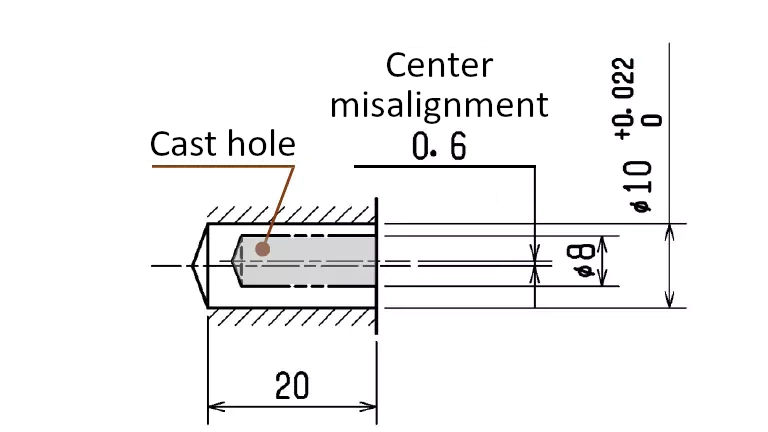
Why the 3-edge GPT drills are more effective for casted holes?
The machining allowance for a casted hole is usually uneven due to misalignment
Cutting force varies due to uneven machining allowance
3-edge drills are characterized by low resultant force and stable processing
Development / product concept
“Current status and challenges”
With conventional carbide tools, one-shot machining was difficult due to aluminium welding onto the cutting edges.
The development of near-net shape casting technology has increased the number of workpieces with casted holes within the industry. However, 2-edged GP drills had problems with unstable machining accuracy from machining the casted holes.
“Development points”
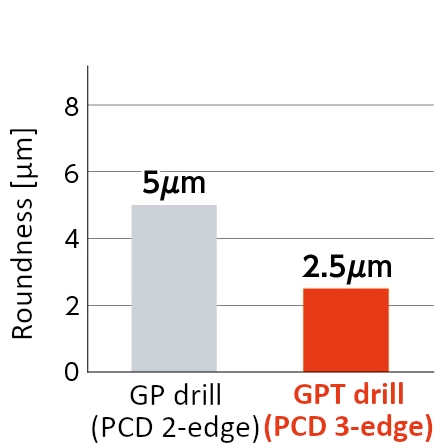
The 2-edge GP drill has 2 PCD cutting edges that are highly resistant to aluminium welding, provides stable machining accuracy in one-shot machining.
The 3-edge GPT drill has 3 PCD cutting edges which is apt for achieving more stable accuracy in machining casted holes.